Široké univerzálne frézky
Širokoúčelová frézka FU450MRApUG je určená na frézovanie rôznych dielov zo železných a neželezných kovov a ich zliatin v sériovej a malosériovej výrobe.
Uvedený model konzolovej frézky je vyrobený v licencii nemeckej spoločnosti "HECKERT". Podľa svojich technických vlastností zodpovedajú ruským frézam závodu "ZEFS"(Nižný Novgorod) ich však prekonávajú technologickými možnosťami a kvalitatívnymi vlastnosťami.
Hlavné výhody frézky FU450MRApUG:
- Hlavné jednotky sú vyrobené z liatiny SCH25, majú optimálny tvar a vysokú tuhosť.
- Fluoroplastový povlak vodidiel stola a stojana má dobré vlastnosti proti treniu a schopnosť proti zadretiu, čo zaisťuje stabilitu parametrov presnosti na dlhú dobu.
- Prítomnosť automatických cyklov spracovania (kyvadlové frézovanie, frézovanie s rýchlym skokom, frézovanie na pravouhlom cykle v troch rovinách) umožňuje využitie strojov nielen v malosériovej, ale aj vo veľkosériovej výrobe.
- Prítomnosť mechanizmu spúšťania konzoly zabraňuje dotyku nástroja s obrábaným povrchom počas spätného zrýchleného pohybu stola.
- Prítomnosť upínacieho mechanizmu stola s prechodovým posuvom v pozdĺžnej súradnici poskytuje potrebnú tuhosť a eliminuje vibrácie. Stupavé frézovanie umožňuje efektívne obrábanie hlbokých drážok a dielov vyrobených z vysoko pevných materiálov.
- Vysoká presnosť charakteristiky stroja umožňuje vyrábať diely najviac Vysoká kvalita; napríklad nerovnosť povrchu stola po celej dĺžke nepresahuje 16 µm.
- Modulárna konštrukcia umožňuje čo najjednoduchšiu opravu stroja v prípade potreby.
| Technické vlastnosti konzolovej frézky FU450MRApUG (6Т83Ш) | |
|---|---|
| Charakteristický | Význam |
| Hmotnosť obrobku, kg. | 1500|
ÚVOD
Moderné vybavenie priemyselných podnikov má pomerne vysoké vypočítané ukazovatele spoľahlivosti. Počas prevádzky pod vplyvom rôznych faktorov, podmienok a režimov prevádzky sa však východiskový stav zariadenia neustále zhoršuje, znižuje sa jeho prevádzková spoľahlivosť a zvyšuje sa pravdepodobnosť porúch. Spoľahlivosť zariadenia závisí nielen od kvality jeho výroby, ale aj od vedecky podloženej prevádzky, správnej údržby a včasnej opravy. Proces prevádzky je založený na postupných zmenách stavov prevádzky, rezervy, opravy, údržby, skladovania atď.
V súčasnosti sa v priemysle na vykonávanie výrobnej prevádzky a udržiavanie technického stavu zariadení v súlade s požiadavkami regulačnej a technickej dokumentácie používa systém preventívnej údržby ( PPR). Hlavným technickým a ekonomickým kritériom pre systém PPR je minimálna odstávka zariadení na základe prísnej regulácie cyklov opráv. V súlade s týmto kritériom frekvencia a rozsah prác na údržbu a opravy sú určené štandardnými normami vopred stanovenými pre všetky typy zariadení. Tento prístup zabraňuje progresívnemu opotrebovaniu zariadenia a znižuje náhlosť jeho zlyhania. Systém PPR umožňuje pripraviť program opráv, ktorý je zvládnuteľný a predvídateľný na dlhé obdobie: podľa typov opráv, typov zariadení, podnikov a priemyslu ako celku. Stálosť cyklov opráv umožňuje vykonávať dlhodobé plánovanie výrobného procesu, ako aj predvídať materiálne, finančné a pracovné zdroje, potrebné kapitálové investície do rozvoja opravárenskej výrobnej základne. To zjednodušuje plánovanie preventívnych opatrení, umožňuje predbežnú prípravu opravárenských prác, ich vykonanie v čo najkratšom čase, zlepšuje kvalitu opráv a v konečnom dôsledku zvyšuje spoľahlivosť výrobného procesu. Systém PPR je teda navrhnutý tak, aby zabezpečil spoľahlivosť priemyselných zariadení v podmienkach prísneho centralizovaného plánovania a riadenia.
1. Počiatočné údaje pre projekt kurzu
Model stroja 6T80Sh
Rok vydania do 1967.
Začiatok cyklu opravy 01.2000 (po generálnej oprave)
Zámočnícke práce v jednej zmene.
2. Technický popis stroja.
2.1 Účel a rozsah stroja.
Horizontálna konzolová frézka s vertikálnym otočným vretenom zvýšená presnosť model 6T80Sh je určený na opracovanie rovin dielov rôznych konfigurácií z ocele, liatiny a neželezných kovov valcovými, kotúčovými a čelnými frézami. Na stroji je vhodné frézovať roviny, konce, úkosy, drážky na malých dieloch rôznych konfigurácií z ocele, liatiny, neželezných kovov a plastov.
2.2 Zloženie stroja.
Mechanizmus spínania vertikálneho pohybu stola, posúvač, stôl, chladiaci systém, elektrická skriňa, spínacie mechanizmy priečneho pohybu stola, lôžko, podávacia skriňa, mechanizmus prepínania posuvu, mechanizmus prepínania horizontálnych otáčok vretena, prevodovka a vreteno, kufor s vretenovou hlavou, poistka, mechanizmus na prepínanie rýchlosti otáčania vertikálneho vretena, zavesenia, konzoly.
2.3 Zariadenia a obsluha stroja a jeho hlavných častí.
Ovládacie prvky a ich účel:
- Rukoväť ručného vertikálneho miešaného stola
Zotrvačník pre ručný krížový pohyb saní
Tlačidlo aktivácie vertikálneho podávania
Závitovka na odber vzoriek vôle na pozdĺžnej skrutke
Ručné koliesko pre ručný pohyb stola
Stolová svorka
Prepínač "Osvetlenie"
Rukoväť objímky vretena
Chladiaci ventil
Rukoväť vypínača
Tlačidlo rýchleho pohybu stola
tlačidlo Štart
Núdzové tlačidlo „Stop“.
Rukoväť posuvnej svorky
Páčka aktivácie krížového posuvu
Upínacia rukoväť konzoly
Spínač motora posuvu
Spínač chladiaceho čerpadla
Horizontálny prepínač smeru otáčania vretena
Stlačte tlačidlo
Vertikálny prepínač smeru otáčania vretena
Horizontálna páka ovládania vretena
Radiaca páka horizontálneho vretena
Manuálny pohyb kufra
Svorka kufra na ráme
Upínanie frézovacej hlavy na kmeň
Šnekové otáčanie frézovacej hlavy v pozdĺžnej rovine stola
Frézovanie závitovkovej hlavy v priečnej rovine stola
Vertikálna rukoväť prestavenia vretena
Prepínací gombík vertikálnej remenice vretena
Vertikálny volič prevodovky
Rukoväť na pohyb objímky vertikálneho vretena
Páka pre pozdĺžny posuv
Rukoväť radenia prevodových stupňov
Páka radenia posuvu
Skrutky na upnutie saní stroja 6T80
Tlačidlo Stop
Vretená sú poháňané elektromotormi cez klinový remeňový prevod.
Vretená majú 12 rôznych rýchlostí získaných pohybom prevodových blokov pozdĺž drážkovaných hriadeľov.
Posuv drôtu je vedený od elektromotora cez spojku z hriadeľa IX do podávacej skrine. Pohybom prevodových blokov poskytuje podávacia skriňa 18 rôznych posuvov, ktoré sa prenášajú na hriadeľ XUI konzoly a potom, keď je zapnutá príslušná spojka vačky, na skrutky pozdĺžneho, priečneho a vertikálneho pohybu.
Zrýchlené pohyby sa realizujú od elektromotora cez hriadele IX, X, KhP, XU, elektromagnetickú a jednosmernú spojku na hriadeľ CL konzoly.
Zahrnutie a obrátenie pozdĺžnych, priečnych, zvislých posuvov sa vykonáva pomocou obojstranných vačkových spojok.
Obrázok 2.1 Kinematická schéma.
Lôžko je základná časť stroja, na ktorej sú namontované všetky ostatné komponenty a mechanizmy. Stojan lôžka je pevne spojený s doskou (základňou), ktorá je zásobníkom chladiacej kvapaliny.
Vertikálna vretenová hlava je namontovaná na kufri stroja 6T80Sh a závesné konzoly sú pripevnené k vodiacim lištám kufra
na prácu s dlhými tŕňmi. Závesy majú valivé ložisko a klzné ložisko. Vešiaky na strojoch nie sú zameniteľné, pre inštaláciu vešiakov otočte hlavu hore.
Prevodovka horizontálneho vretena je namontovaná v ráme. Spojenie s elektromotorom sa vykonáva cez prevod s klinovým remeňom. Kontrola a prístup k prevodovke - cez okno radiacej jednotky na panenskej strane postele.
Pohon zvislého vretena stroja je zabezpečený elektromotorom umiestneným na hlave cez pohon klinovým remeňom, valčekovou spojkou a prevodovkou.
Vreteno je uložené v posuvnom puzdre. Vretenová hlava stroja 6T80Sh je uchytená ku kmeňu cez svorku a možno ju otáčať v priečnom aj pozdĺžnom smere stola.
Pohon posuvu je umiestnený v konzole. V prednej časti je v spodnej časti konzoly zabudovaný prírubový elektromotor, na ľavej strane konzoly je namontovaná podávacia skrinka s mechanizmom prepínania podávania a mechanizmom na zapnutie vertikálneho pohybu stola. - mechanizmus na zapnutie priečneho pohybu stola.
Osemnásťstupňová prevodovka má rýchlu pojazdovú reťaz s bezpečnostná spojka s vylúčením možnosti zlomenia pohonu posuvu pri preťažení.
Elektromagnetická spojka a jednosmerná spojka sú namontované na rovnakom hriadeli s bezpečnostnou spojkou. Rýchle pohyby stola sa zapínajú tlačidlom. Mechanizmus prepínania posuvu pozostáva z vačkových rukovätí s profilovými drážkami, končatiny a pák na prepínanie prevodov.
Spínacie prevody podávacej skrine nastávajú pri otáčaní končatiny okolo osi a pri otáčaní osi s rukoväťou.
Zaradenie vertikálnych a priečnych mechanických pohybov stola je realizované madlami.Smer pohybu madiel je mnemonicky spojený so smerom pohybu stola.
Ručný vertikálny pohyb stola sa vykonáva rukoväťou, priečne - zotrvačníkom.
Zadná stena konzoly je vyrobená vo forme rybinových vedení.
Horná časť konzoly má obdĺžnikové koľajnice, po ktorých sa sane pohybujú.
Sane sa pohybujú priečne na konzole a majú vodidlá pre stôl.
K stolu je pripojená pozdĺžna posuvná skrutka. V saniach sú kužeľové prevody, ktoré otáčajú skrutku, rukoväte a mechanizmus na zapnutie pozdĺžneho posuvu.
Pri frézovaní stúpaním sa výber medzier medzi závitmi vodiacej skrutky a matíc zabezpečuje otáčaním závitovky.
Pri práci metódou protifrézovania sa vodiaca skrutka veľmi opotrebováva. Preto, ak sa jedna práca vykonáva na stroji dlhší čas, pracovná oblasť skrutky by sa mala zmeniť.
Na uskutočnenie priečneho posuvu sa používa konzola s maticou, ktorá je upevnená na tele sane a spojená so skrutkou konzoly.
3. Hlavné technické údaje a charakteristiky stroja.
Rozmery pracovnej plochy stola (dĺžka x šírka), mm 200 x 800
Počet T-drážok stola 3
Najväčší pohyb stola, mm
pozdĺžne 560
priečny 220
Vzdialenosť od osi horizontálneho vretena k pracovnej ploche stola, mm
najmenej 0
najväčší 400
Vzdialenosť od konca vertikálneho vretena k pracovnej ploche stola, mm
najmenej 15
najväčší 400
Uhol natočenia hlavy vretena, krupobitie
v pozdĺžnej rovine stola ± 45
v priečnej rovine stola (k rámu) 30
v priečnej rovine stola (od postele) 45
Zdvih puzdra hlavy vretena, mm 70
Počet otáčok vretena (horizontálne / vertikálne) 12
Obmedzenia otáčok vretena, min -1
horizontálne 50-2240
vertikálne 56-2500
Počet zmien stola 18
Hranice posuvu stola, mm/min
pozdĺžne a priečne 20-1000
vertikálne 10-500
Rýchlosť rýchleho pohybu stola, m/min
pozdĺžne a priečne 3.35
vertikálne 1.7
Cena delenia končatín stolového pohybu, mm
pozdĺžne a priečne 0,05
vertikálne 0,02
Cena rozdelenia ramena pohybu objímky zvislého vretena mm 0,05
Celkové rozmery stroja (dĺžka x šírka x výška), mm 1600x1875x2080
Hmotnosť stroja (s elektrickým vybavením), kg 1430
4. Nástroj používaný pri spracovaní na stroji.
Horizontálny frézovací konzolový stroj 6T80Sh sa vyznačuje prítomnosťou konzoly a horizontálnou polohou vretena pri spracovaní valcových, uhlových a tvarových fréz plochých a tvarových plôch obrobkov vyrobených z rôzne materiály. Možno použiť aj stopkové frézy a stopkové frézy.
Cylindrické frézy sa používajú pri spracovaní rovin. Tieto frézy môžu byť s rovnými a špirálovitými zubami. Frézy so špirálovými zubami bežia hladko; sú široko používané vo výrobe. Priame frézy sa používajú len na úzke plochy, kde výhody špirálových fréz nemajú veľký vplyv na proces rezania. Pri chode valcových fréz so skrutkovitými zubami vznikajú axiálne sily, ktoré pri uhle sklonu zubov OMEGA = 30 -: - 45 * dosahujú významnú hodnotu. Preto sa používajú valcové dvojité frézy, pri ktorých majú špirálové rezné zuby rôzny smer sklonu. To vám umožní vyrovnať axiálne sily pôsobiace na frézy počas procesu rezania. Na križovatke nožov sú rezné hrany jedného rezača prekryté reznými hranami druhého. Cylindrické frézy sú vyrobené z rýchloreznej ocele a sú tiež vybavené karbidovými doštičkami, plochými a špirálovitými.
Uhlové frézy sa používajú na frézovanie rohových drážok a naklonených rovín. Jednouhlové frézy majú rezné hrany umiestnené na kužeľový povrch a zadok. Dvojuhlové frézy majú rezné hrany umiestnené na dvoch susedných kužeľových plochách. Uhlové frézy sú široko používané v nástrojárskom priemysle na frézovanie drážok triesok rôznych nástrojov. V procese práce s jednouhlovými frézami vznikajú axiálne rezné sily, pretože rezanie kovu obrobku sa uskutočňuje hlavne reznými hranami umiestnenými na kužeľovej ploche. Pri dvojuhlových frézach sa axiálne sily vznikajúce pri prevádzke dvoch susedných uhlových hrán zuba navzájom do istej miery kompenzujú a keď pracujú symetrické dvojuhlové frézy, sú vzájomne vyvážené. Preto dvojuhlové frézy pracujú hladšie. Uhlové frézy malých rozmerov sa vyrábajú stopkové frézy s valcovou alebo kužeľovou stopkou.
Tvarové frézy majú široké využitie pri opracovaní rôznych tvarových plôch. Výhody použitia tvarových fréz sa prejavia najmä pri obrábaní obrobkov s veľkým pomerom dĺžky k šírke frézovaných plôch. Krátke tvarované plochy vo veľkovýrobe sa najlepšie spracovávajú preťahovaním. Podľa konštrukcie zubov sa tvarové frézy delia na frézy s chrbtovými zubami a frézy s hrotitými (ostrými) zubami.
Stopkové frézy sú široko používané pri obrábaní rovin na vertikálnych frézkach. Ich os je nastavená kolmo na obrábanú rovinu súčiastky. Na rozdiel od valcových fréz, kde sú všetky hroty rezných hrán profilované a tvoria obrobenú plochu, pri čelných frézach sú profilované iba vrcholy rezných hrán zubov. Koncové rezné hrany sú pomocné. Hlavnú reznú prácu vykonávajú bočné rezné hrany umiestnené na vonkajšom povrchu.
Stopkové frézy sa používajú na opracovanie hlbokých drážok v častiach tela obrysových vybraní, ríms, vzájomne kolmých rovín. Stopkové frézy vo vretene stroja sú osadené kužeľovou alebo valcovou stopkou. V týchto frézach hlavnú reznú prácu vykonávajú hlavné rezné hrany umiestnené na valcovej ploche a pomocné koncové rezné hrany iba čistia dno drážky. Takéto frézy sa zvyčajne vyrábajú so skrutkovitými alebo skosenými zubami. Uhol sklonu zubov dosahuje 30-45 *. Priemer stopkových fréz sa volí menší (do 0,1 mm) šírky drážky, pretože drážka sa pri frézovaní láme.
Stopkové frézy sú namontované s adaptérovou prírubou. Tŕň v kuželi vretena je upevnený nabijakom. Na hrdlo tŕňa a frézy je nasadená príruba adaptéra, ktorá je upevnená skrutkou. Frézy s drážkou pre kľúč v otvore sú osadené na tŕni s osadením, ktoré má drážky pre hroty vretena.
Čelné a čelné frézy s kužeľovou stopkou Morse sú namontované v kuželi vretena pomocou upínacieho puzdra.
Veľkopriemerové frézy s valcovým podrezaním na konci, drážkami a štyrmi priechodnými otvormi sa nasadzujú priamo na hlavu vretena a upevňujú sa skrutkami.
Pri inštalácii nástroja treba pamätať na to, že presnosť spracovania a životnosť nástroja sú negatívne ovplyvnené jeho hádzaním. Preto je potrebné sledovať kvalitu rezného nástroja, tŕňov a medzikrúžkov.
5. Vývoj systému PPR a údržba strojov
5.1 Základné ustanovenia systému PPR stroja
Plánovanú preventívnu údržbu treba chápať ako súbor organizačných a technických opatrení zameraných na obnovenie výkonnosti strojov.
Systém plánovanej preventívnej údržby (PPR) stanovuje vykonávanie preventívnych prehliadok a plánovaných opráv každého bloku po odpracovaní daného počtu hodín.
Frekvencia a striedanie kontrol a plánovaných opráv sú určené charakteristikami zariadenia, jeho účelom a prevádzkovými podmienkami.
Systém PPR zabezpečuje nasledujúce údržbárske práce na zariadeniach:
- generálna údržba, ktorá zahŕňa kontrolu dodržiavania pravidiel pre obsluhu zariadení, najmä kontrolných mechanizmov, krytov a mazacích zariadení;
včasné odstránenie menších porúch; regulácia mechanizmov.
inšpekcia na kontrolu stavu zariadenia, odstránenie menších porúch a zistenie množstva prípravných prác, ktoré sa majú vykonať pri ďalšej plánovanej oprave.
Kontroly medzi plánovanými opravami zariadení vykonávajú opravári podľa mesačného plánu;
5.2 Štruktúra cyklu opravy stroja
Pre stroj 6T80Sh, vyrobený pred rokom 1967. Štruktúra cyklu opravy bude vyzerať takto:
Kde K- generálna oprava; M - drobné opravy; C - stredná oprava; Ach, kontroly.
Tento cyklus zahŕňa: generálne opravy - 1, stredné - 2, malé - 6, kontroly - 9.
5.3 Výpočet frekvencie cyklu opráv a hodnoty doby generálnej opravy.
Trvanie cyklu opravy obrábacích strojov je určený súčinom stanoveného štandardného prevádzkového času pre každé zariadenie.
T r.c. \u003d 24 000 K om K mi K na K v K pri K km, (1)
T r.c. \u003d 24 000 1 1 1 0,5 1 1 \u003d 12 000 n / h.
Kde: 24 000 h je štandardný koeficient charakterizujúci trvanie cyklu opravy pre zariadenia na rezanie kovov;
K ohm - koeficient zohľadňujúci spracovávaný materiál, K ohm \u003d 1
Kmi - koeficient zohľadňujúci materiál použitého nástroja, Kmi \u003d 1
Кto je koeficient zohľadňujúci triedu presnosti zariadenia, Кto =1
K in - koeficient zohľadňujúci vek zariadenia K v \u003d 0,5
K y - koeficient zohľadňujúci prevádzkové podmienky zariadenia, K y \u003d 1
K km - koeficient zohľadňujúci hmotnostnú kategóriu zariadenia K km = 1
Na určenie doby trvania cyklu opravy v rokoch je potrebné určiť skutočný ročný fond prevádzkovej doby zariadenia pomocou nasledujúceho vzorca:
(2)
kde: Fn je nominálny ročný fond doby prevádzky zariadenia, Fn = 2070 h;
? - percento straty prevádzkového času zariadenia na opravu a údržbu (2 %).
Trvanie cyklu opravy v rokoch:
(3)
Na určenie trvania období generálnej opravy a medzikontroly je potrebná štruktúra cyklu opráv:
K-O-M1-O-M2-O-C1-O-M3-O-M4-O-C2-O-M5-O-M6-O-K,
Trvanie obdobia generálnej opravy sa určuje podľa vzorca:
(4)
kde n s, - množstvo priemerné opravy, n s \u003d 2
n m - počet malých opráv, n m \u003d 6
Trvanie kontrolného obdobia je určené vzorcom:
(5)
kde n o - počet inšpekcií, n o \u003d 9
5.4 Vypracovanie harmonogramu opráv.
| Identifikácia zariadenia | Model, typ výbavy | Skupina zložitosti opravy | Obdobie generálnej opravy, mesiace | Práca na smeny | Posledná renovácia | Druh práce a pracovná náročnosť podľa mesiacov | ||||||||||||
| dátum | vyhliadka | ja | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | |||||
| Horizontálne frézovanie konzolové |
6T80Sh | 7/3 | 8 | 1 | XII | Komu | O | M | O | |||||||||
5.5 Výpočet prácnosti plánovaných opráv mechanických a elektrických častí.
Zložitosť opravárenských prác pre cyklus opravy mechanickej časti zariadenia, h:
(6)
–
- pracovné normy
malé, stredné a veľké opravy na jednotku zložitosti opravy mechanickej časti, tm = 6; t c. m = 9; t k.m = 50
Zložitosť opravárenských prác pre cyklus opravy elektrickej časti zariadenia, h:
(7)
kde 1,05 je koeficient, ktorý zohľadňuje rezervu náročnosti práce na nepredvídané opravy;
–
celková udržiavateľnosť mechanickej časti zariadenia;
- pracovné normy
malé, stredné a veľké opravy na jednotku zložitosti opravy elektrickej časti, t m. m. \u003d 1,5; t c. m = 0; t k.m = 12,5
Celková pracovná náročnosť opravárenských prác
(8)
5.6 Výpočet doby trvania opravy a zloženie opravárenského tímu
Skutočný fond času v podniku
(9)
Podľa výrobného kalendára na rok 2011 je nominálny časový fond 2037 hodín.
F d - skutočný ročný fond času pre jedného pracovníka, F d \u003d 2037 h;
? – percento straty pracovného času z dobrých dôvodov (15 %)
Počet pracovníkov
(10)
kde N je počet pracovníkov,
T r.gen. - celková zložitosť generálnej opravy;
k n - plánovaný koeficient výkonnosti výrobných noriem, kn = 1,2.
(11)
(12)
Na opravu modelu stroja 6T80SH potrebujete: 1 mechanika (5 kategórií), 1 elektrikára (5 kategórií).
ZÁVER
V tomto ročníková práca bol prezentovaný technický popis horizontálnej frézovacej konzoly 6T80Sh. Zvažujú sa otázky organizácie opravárenských služieb v podniku, stanovujú sa otázky prípravy plánu údržby, určuje sa pracovná náročnosť opravárenských prác, cyklus opráv, obdobie generálnej opravy a obdobie medzi kontrolami pre daný stroj. .
LITERATÚRA
atď.................
konzola- frézky najčastejšie. Stôl konzolových fréz so suportom je umiestnený na konzole a pohybuje sa v troch smeroch: pozdĺžnom, priečnom a vertikálnom.
Konzolové frézky sa delia na horizontálne frézky (s pevným stolom), univerzálne frézky (s otočným stolom), vertikálne frézky a univerzálne. Na báze vertikálnych frézok, kopírovacích fréz, strojov s riadenie programu atď.
Konzolové frézky sú určené na vykonávanie rôznych frézovacie práce frézy valcové, kotúčové, koncové, uhlové, koncové, tvarové a iné v podmienkach kusovej a sériovej výroby. Môžu frézovať rôzne obrobky vhodných rozmerov (v závislosti od veľkosti pracovnej plochy stola) z ocele, liatiny, neželezných kovov, plastov a iných materiálov. Na univerzálnych frézach s otočným stolom môžete pomocou deliacej hlavy frézovať skrutkovité drážky na rezných nástrojoch (vrtáky, výstružníky a pod.) a iných dieloch, ako aj rezať zuby čelných a čelných ozubených kolies. Širokoúčelové stroje sú určené na vykonávanie rôznych frézovacích, vŕtacích a jednoduchých vyvrtávacích operácií najmä v podmienkach jednorázovej výroby (v experimentálnych, nástrojárskych, opravovniach a pod.).
V tabuľke sú uvedené hodnoty hlavného parametra - šírka tabuľky v závislosti od veľkosti (čísla) stroja.
Konzolové frézky malých rozmerov so šírkou stola 160 mm
Tieto stroje sú určené na opracovanie malých obrobkov najmä z neželezných kovov a zliatin, plastov a na dokončovacie frézovanie obrobkov z ocele a liatiny. Automatizované stroje umožňujú spracovanie podľa daného cyklu.
Konzolové frézky č.0 so šírkou stola 200 mm
Stroje sú určené na frézovanie malých obrobkov z ocele, liatiny, neželezných kovov a zliatin, plastov. Vyrábajú sa vo Vilnius Machine Tool Plant "Zalgiris" v troch hlavných verziách: horizontálne modely 6M80G, univerzálne modely 6M80 a vertikálne modely 6M10. Na základe týchto modelov závod vyrába univerzálne (modely 6P80Sh), kopírovacie (modely 6P10K) a prevádzkové automaty.
Konzolové frézky č.1 so šírkou stola 250 mm
Stroje vyrába Dmitrov závod frézovacích strojov (DZFS). Závod vyrába stroje radu P týchto modelov: 6R81G - horizontálne frézovanie, 6R81 - univerzálne frézovanie, 6R11 - vertikálne frézovanie a 6R81Sh - širokoúčelové. Všetky tieto modely strojov sú unifikované (prevodovka, podávacia skriňa, spätná skriňa, konzola, spínací mechanizmus prevodovky atď.). Niektoré skupiny sa líšia najmä časťami tela (stoly, postele a pod.). Predtým závod vyrábal konzolové frézky série H: 6N81G, 6N81 a 6N11.
Kinematická schéma strojov
Na obr. 115 je znázornená kinematická schéma strojov 6R81G a 6R81. Kinematická schéma vertikálnej frézky 6P11 sa od kinematickej schémy strojov 6P81G a 6P81 líši vertikálnym usporiadaním vretena.
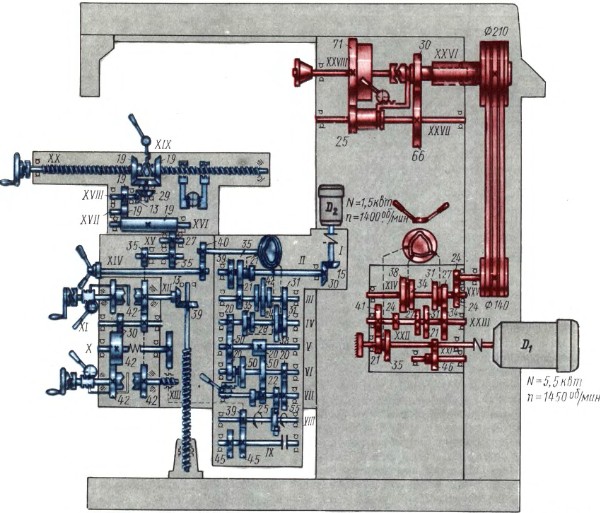
Ryža. 115. Kinematická schéma konzolových fréz modelov 6P81 a 6P81G
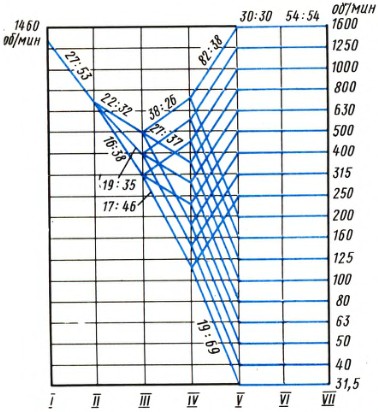
Reťaz hlavného pohybu. Z elektromotora 5,5 kW s otáčkami 1450 ot/min sa pohyb prenáša cez polotuhú spojku (hriadeľ XXII) na hriadeľ XXIII pomocou dvoch možnosti prenosy: 35:27 alebo 21:41. V budúcnosti vždy číslo ozubeného kolesa na kinematickom diagrame znamená počet jeho zubov. Hriadeľ XXIII teda môže prijímať dve rôzne rýchlosti.
Treba si uvedomiť, že pri konštantnom module je teoreticky podmienkou súdržnosti ozubených kolies, že súčet počtov zubov spriahnutých párov kolies musí byť konštantný.
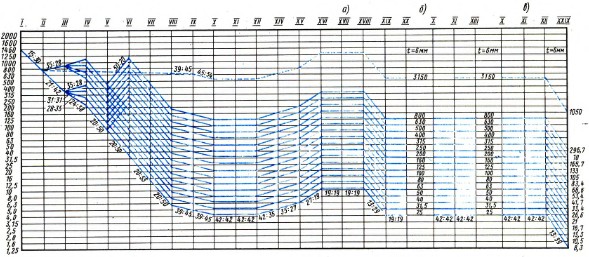
Pre väčšiu prehľadnosť a prehľadnosť rozoberieme kinematický reťazec hlavného pohybu súčasne podľa kinematickej schémy (obr. 115) a podľa takzvaného štruktúrneho diagramu (mriežky) otáčok vretena (obr. 116). Znázornené na obr. 116 mriežka čísel otáčok poskytuje vizuálnu reprezentáciu nielen všetkých otáčok za minútu všetkých hriadeľov mechanizmu, ale aj ozubených kolies, ktorými sa každé z týchto čísel získava. Na diagrame je nakreslených 7 zvislých čiar v rovnakej vzdialenosti od seba v súlade s počtom valčekov prevodovky (hriadele XXII-XXVII, pozri obr. 116), ako aj vodorovné čiary. Vzdialenosť medzi vertikálnymi a horizontálnymi čiarami závisí od zvolenej mierky.
![]()
Ryža. 116. Graf počtu otáčok obrábacích strojov modelov 6P81, 6P81G a 6P11
Priesečníky vertikálnych a horizontálnych čiar pozdĺž vertikály zodpovedajú počtu otáčok (na ktoromkoľvek medziľahlom hriadeli) indikovanému číselnou hodnotou na hriadeli (hriadeľ XXVIII). Z hriadeľa XXIII na hriadeľ XXIV sa pohyb prenáša cez jeden zo štyroch párov ozubených kolies: 34:27, 31:31, 27:34 alebo 24:38 (pozri obr. 115 a obr. 116). Tu je podmienka adhézie (11) tiež splnená s presnosťou jedna: pre všetky štyri páry je súčet počtov zubov ozubených kolies 61, respektíve 62 (s konštantným modulom m - 2,5 mm).
Je ľahké vidieť, že ak sa z hriadeľa s n rôznymi rýchlosťami prenesie pohyb na nasledujúci hriadeľ v m variantoch (m = 2, 3, 4 atď.), potom bude počet rôznych rýchlostí tohto hriadeľa rovnaký. na súčin m n, teda zdvojnásobí, strojnásobí atď. Čiže v našom prípade má hriadeľ XXIII dve rýchlosti a pohyb na hriadeľ XXIV sa prenáša štyrmi rôznymi spôsobmi. Preto má hriadeľ XXIV osem (2 4) rôznych rýchlostí (pozri obr. 115 a 116).
Číselné hodnoty otáčok je možné určiť s dostatočnou presnosťou a podľa grafu (pozri obr. 116). Z hriadeľa XXIV na hriadeľ XXV sa pohyb prenáša cez ozubené kolesá 24:24. Z hriadeľa XXV na hriadeľ XXVI sa pohyb prenáša pomocou klinového remeňového prevodu s prevodovým pomerom 2:3. Pri zopnutej spojke spájajúcej hriadeľ XXVI s vretenom (hriadeľ XXVIII) je možné prenášať najvyššie hodnoty otáčky vretena (1600, 1250, 1000,800, 630, 500, 400, 315 ot./min.). Pohyb z hriadeľa XXVI na vreteno je možné prenášať pomocou enumerácie, z hriadeľa XXVI na hriadeľ XXVII pomocou prevodu 30:66 az hriadeľa XVII na hriadeľ XVIII (vreteno) prevodom 25:71. Prevodový pomer pri rýchlobehu je približne 1/6, t.j. rýchlobeh funguje ako podraďovanie. Vreteno má teda osem najvyšších otáčok pri chode bez zaradenia a osem najnižších otáčok (250, 200, 160, 125, 100, 80, 63 a 50 ot./min.), čiže spolu šestnásť rôznych otáčok.
Priamo z kinematického diagramu alebo zo štruktúrneho diagramu môžete napísať rovnice kinematických reťazcov na určenie všetkých šestnástich stupňov otáčok vretena. Na určenie maximálneho počtu otáčok vretena je potrebné vybrať prevody s najväčším prevodovým pomerom z rôznych možností prevodu z jedného hriadeľa na druhý a určiť minimálny počet otáčok - s najmenším.
Zmeňte smer otáčania vretena otočením motora.
Kŕmny reťazec. Posuvné mechanizmy sú poháňané prírubovým elektromotorom 1,5 kW priamo spojeným polotuhou spojkou s hriadeľom I. Podávacia skriňa pozostáva z 9 hriadeľov (I-IX). Na obr. 117 znázorňuje graf pohonu podávacej skrine. Podľa štruktúrnej siete (obr. 117) a kinematickej schémy (pozri obr. 115) je dobre vidieť, že na stroji je možné získať množstvo posuvov pozdĺž geometrického radu s menovateľom (φ = 1,26 v rozsahu 25-800 mm/min pre pozdĺžne priečne posuvy a v rozsahu 8,3-266,7 mm/min pre vertikálne posuvy.
Ryža. 117.
Rovnica kinematického reťazca pre najväčší pozdĺžny posuv (pozri obr. 115 a 117),
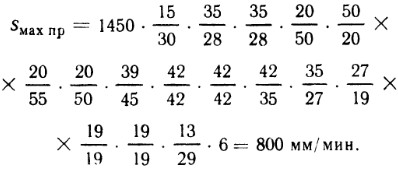
Tiež podľa plánu pohonu podávacej skrine môžete jednoducho napísať všetky ostatné rovnice kinematických reťazcov pre pozdĺžne, priečne a vertikálne posuvy.
Pracovný pohyb z podávacej skrine sa prenáša na spätnú skriňu pomocou jednosmernej spojky pracovného zdvihu. Reverzná skriňa sa používa na premenu krútiacich momentov odoberaných z výstupného hriadeľa podávacej skrine na zodpovedajúce robotnícke hnutie(pozdĺžny, priečny a zvislý) v dvoch vzájomne opačných smeroch. Na vstupnom hriadeli X je nainštalovaná guľová bezpečnostná spojka, nastavená na prenos maximálneho krútiaceho momentu. Hriadeľ XIII je skrutka s krížovým posuvom. Na koncoch hriadeľov XII a XIII je rukoväť a ručné koliesko pre ručný pohyb v priečnom a vertikálnom smere.
Rýchle pohyby stola, priečneho posuvu a konzoly. Tieto pohyby sa vykonávajú pozdĺž kinematických reťazcov znázornených na obr. 117 bodkovaná čiara. Rýchloposuv pre pozdĺžny a priečny posuv je 3150 mm/min a pre zvislý trikrát menej - 1050 mm/min.
Konzolové frézky č. 2 so šírkou stola 320 mm a č. 3 so šírkou stola 400 mm
Tieto stroje sa vyrábajú v závode frézovacích strojov Gorkého (GZFS). Závod vyrába stroje nasledujúcich modelov: 6R82G a 6R83G - horizontálne frézky; 6P82 a 6P83 - univerzálne frézovanie; 6P12 a 6P13 - vertikálne frézovanie; 6R12B a 6R13B - vertikálne frézovanie, vysokorýchlostné; 6R82Sh a 6R83Sh - široký univerzál.
Konzolové frézky radu "P" sú pokročilejšie modely v porovnaní s predtým vyrábanými strojmi radu "M". Nové modely majú vysokú tuhosť a odolnosť voči vibráciám, čo následne zvyšuje odolnosť rezného nástroja a produktivitu práce. Konštrukcia pinoly bola prepracovaná a poskytuje bezpečné uchytenie a zabraňuje axiálnemu pohybu pinoly, čím zaisťuje stabilnú polohu osi vretena. Spoľahlivosť elektrického vybavenia obrábacích strojov sa zvýšila umiestnením zariadení do izolovaných elektronických výklenkov a zlepšením zapojenia elektrických pohonov v stroji. V nových modeloch sa mazanie vodiacich líšt konzoly a jednotky „stolových saní“ vykonáva centrálne z piestového čerpadla. Vďaka efektívnemu mazaniu sa zvyšuje odolnosť týchto komponentov, dlhšie sa zachováva pôvodná presnosť stroja a skracuje sa čas na jeho údržbu. V ložiskách vodiacich skrutiek sú použité guľôčkové ložiská namiesto rýchlo sa opotrebúvajúcich liatinových puzdier, zlepšilo sa mazanie ložísk. Na konci stola bol zavedený ochranný štít, ktorý chráni vodiace lišty stola pred trieskami, keď sa stôl posunie do polohy úplne vľavo.
Technologické možnosti strojov radu "P" boli rozšírené zvýšením pozdĺžneho pojazdu stola o 100 mm. Pre presnejšie nastavenie stola v danej polohe slúži nové upevnenie končatín. Stroje série "P" majú dokonalé tvary, ktoré spĺňajú moderné požiadavky technickej estetiky.
Hlavné komponenty týchto modelov strojov sú jednotné.
Pre uľahčenie riadenia a zníženie pomocných časových nákladov sa okrem automatizácie cyklu spracovania na strojoch série „M“ a „R“ závodu frézovacích strojov Gorkého poskytuje: duplikované (vpredu a na ľavá strana stroja) zmena počtu otáčok posuvu vretena a stola jednoručkovými a selektívnymi mechanizmami, ktoré umožňujú nastaviť požadovaný počet otáčok alebo posuvu otáčaním číselníka bez prechodu medzikrokmi; ovládanie automatických pohybov stola z rukovätí, ktorých smer otáčania sa zhoduje so smerom pohybu stola; spustiť, zastaviť vreteno a zapnúť rýchle pohyby pomocou tlačidiel; brzdenie vretena jednosmerným prúdom; prítomnosť rýchlych pohybov stola v pozdĺžnom, priečnom a vertikálnom smere.
Kinematická schéma strojov
Na obr. 118 znázorňuje kinematický diagram a na obr. 119 je graf počtu otáčok vretena, vysvetľujúci štruktúru mechanizmu hlavného pohybu konzolových fréz 6P12 a 6P13.
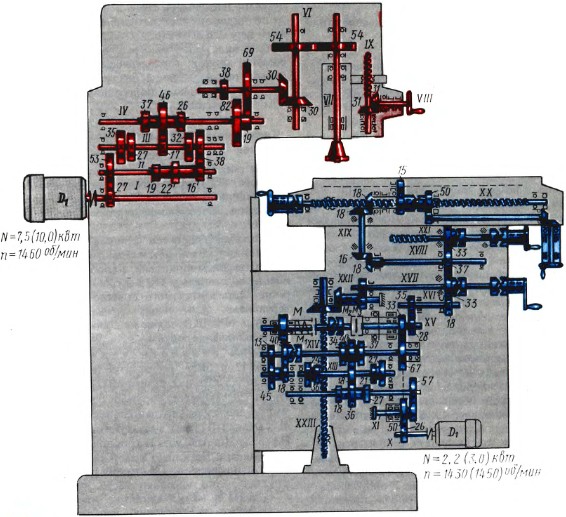
Ryža. 118. Kinematická schéma modelov obrábacích strojov 6P12 a 6P13
Ryža. 119. Graf počtu otáčok obrábacích strojov 6P12 a 6P13
Prevodovka strojov 6R82G, 6R82, 6R83G a 6R83 sa líši iba vodorovnou polohou vretena a podávacia skriňa je rovnaká pri strojoch 6R12 a 6R13. Prevodovka horizontálneho vretena univerzálnych konzolových fréz 6P82Sh a 6P83Sh, ako aj ich podávacia skriňa sú úplne unifikované.
Reťaz hlavného pohybu stroje 6P12 a 6P13. Z elektromotora s výkonom 7,5 kW pre stroj 6P12 a (10 kW pre stroj 6P13) cez pružnú spojku sa pohyb prenáša na hriadeľ F a z hriadeľa I na hriadeľ II cez ozubené súkolesie 27:53. . Na hriadeli II je trojitý blok ozubených kolies, pomocou ktorého je možné prenášať otáčanie na hriadeľ III s tromi rôznymi rýchlosťami cez prevody 22:32, 16:38 a 19:35. Z hriadeľa III na hriadeľ IV môže byť pohyb prenášaný aj v troch rôznych prevodoch: 38:26, 27:37, 17:46. Preto má hriadeľ IV deväť rôznych otáčok (3x3 = 9). Hriadeľ V prijíma svoj pohon z IV hriadeľa cez dvojitú súpravu s prevodmi 82:38 a 19:69. Takže V hriadeľ má 18 rôznych rýchlostí (9x2=18). Z hriadeľa V sa pohyb prenáša na hriadeľ VI kužeľovým prevodom 30:30 a z hriadeľa VI na vreteno VII - cez ozubené koleso 54:54. Podľa grafu (pozri obr. 119) môžete napísať rovnicu kinematického reťazca pre ktorúkoľvek z 18 rýchlostí. Takže napríklad pre najvyšší počet otáčok vretena to bude vyzerať takto:
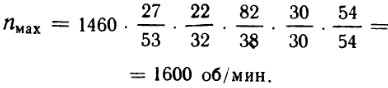
Kŕmne reťazce. Pohon posuvu je realizovaný zo samostatného prírubového motora s výkonom 2,2 kW pre stroj 6P12 a 3 kW pre stroj 6P13. Podľa kinematickej schémy strojov (pozri obr. 118) a harmonogramu podávania (obr. 120) budeme analyzovať kinematické podávacie reťazce.
Ryža. 120. Graf pohonu pozdĺžnych posuvov obrábacích strojov modelov 6P12 a 6P13
Cez ozubené koleso 26:50 sa otáča hriadeľ XI, potom cez ozubené koleso 26:57 - hriadeľ XII. Na hriadeli XII sa nachádza trojitý pohyblivý blok ozubených kolies, ktorý informuje hriadeľ XIII o troch rýchlostiach otáčania prostredníctvom ozubených kolies: 36:18, 27:27 a 18:36. Na hriadeli XIV sa nachádza trojitý pohyblivý blok, pomocou ktorého je možné prenášať aj pohyb z hriadeľa XIII na hriadeľ XIV v troch možnostiach prevodu 24:34, 21:37 a 18:40. Preto má hriadeľ XIV deväť rôznych otáčok (3 x 3 = 9). Keď sa pohyblivé ozubené koleso 40 s vačkami na konci posunie doprava a je v zábere so spojkou Ml pevne spojenou s hriadeľom XIV, rotácia z hriadeľa XIV na hriadeľ XV sa prenáša priamo. Ak je ozubené koleso 40 v zábere s ozubeným kolesom 18 (ako je znázornené na obrázku), čím sa zapne spojka Ml, potom sa pohyb na hriadeli XIV prenesie cez relé. Busta tu funguje ako radenie nadol. Podávacia skriňa konzolových fréz 6R82G, 6R82, 6R12, 6R12B, 6R13, 6R13B, 6R82Sh a 6R83Sh má teda 18 rôznych posuvov: deväť pri práci bez sčítania a deväť pri práci s vyčíslením. Z hriadeľa XIV na hriadeľ XV sa pohyb prenáša cez prevod 40:40. Zo širokého ozubeného kolesa 40 namontovaného na hriadeli XV, bezpečnostnej spojky M p so zapnutou vačkovou spojkou M 2, sa pohyb prenáša na hriadeľ XV a z neho na hriadeľ XVI pomocou ozubeného kolesa 28: 35. Z hriadeľa XVI na hriadeľ XVII sa pohyb prenáša cez prevod 18:33. Z hriadeľa XVII je možné preniesť všetky rýchlosti na vodiace skrutky pozdĺžneho, priečneho a zvislého posuvu. Pozdĺžny posuv sa potom vykonáva podľa nasledujúceho reťazca: z hriadeľa XVII na hriadeľ XVIII s prevodom 33:37, z hriadeľa XVIII na hriadeľ XIX - cez dvojicu kužeľových ozubených kolies 18:16, a z hriadeľa XIX na hriadeľ XX - vodiaca skrutka pozdĺžneho posuvu je tiež cez dvojicu kužeľových kolies 18:18.
Rýchle pohyby stola vo všetkých smeroch sa vykonávajú so zapnutou trecou spojkou M 3 a vykonávajú sa pozdĺž kinematického reťazca znázorneného na obr. 120 bodkovaná čiara. Ako je možné vidieť na obr. 118 sa rotácia z podávacieho motora prenáša na hriadeľ XV cez prevody 26:50, 50:67 a 67:33 a ďalej pozdĺž kinematických reťazcov pracovných posuvov.
Nastavenie strojov na automatické pracovné cykly
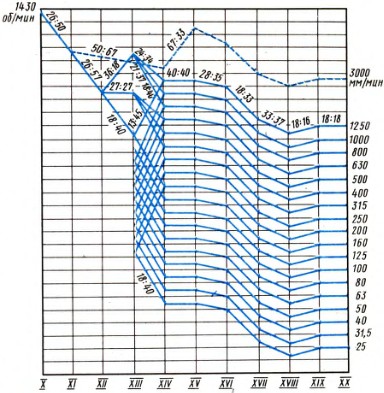
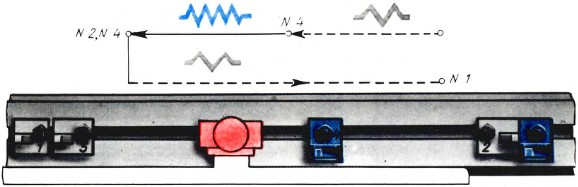
Pri konzolových frézach radu „M“ a „P“ je možné pozdĺžny pohyb stola riadiť poloautomatickými alebo automatickými cyklami. V podmienkach jednotlivej výroby sa riadenie pozdĺžneho posuvu a rýchleho pohybu stola vykonáva ručne. V sériovej výrobe je možné tieto stroje konfigurovať pre poloautomatické (skákacie) a automatické (kyvadlové) cykly spracovania. Na tento účel sú v bočnej T-drážke stola v určitom poradí a v určitej vzdialenosti od seba nainštalované vačky (pozri obr. 39), ktoré v správnych momentoch pôsobia na ozubené koleso na ovládanie rýchleho a pracovné pohyby stola a na rukoväti prepínania pozdĺžneho posuvu, zabezpečujúce chod stroja podľa daného cyklu.
Tabuľku je možné nakonfigurovať pre nasledujúce automatické cykly:
- poloautomatické prerušované: a) rýchlo doprava - posuv doprava - rýchlo späť (doľava) - zastavenie atď. (obr. 121); b) rýchlo doľava - posuv doľava - rýchlo späť (doprava) - zastavenie atď. (obr. 122), t.j. získa sa rovnaký cyklus pohybov stola, ale iba na ľavú stranu;
- automatický kyvadlový cyklus: rýchly pravý - posuv vpravo - rýchly ľavý - posuv vľavo - rýchly pravý atď (obr. 123).
Ryža. 121. Nastavenie vačiek s jednostranným poloautomatickým cyklom doprava
Ryža. 122. Nastavenie vačiek s jednostranným poloautomatickým cyklom doľava
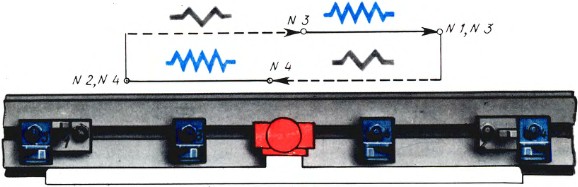
Ryža. 123. Nastavenie vačiek pomocou kyvadlového cyklu
Ak chcete nastaviť stroj na automatickú prevádzku, musíte:
- odpojte stroj od siete pomocou vstupného spínača "zapnuté - vypnuté";
- dať spínače na ručné alebo automatické ovládanie pozdĺžneho pohybu stola a prac okrúhly stôl do polohy "Automatické ovládanie";
- zapnite stroj vstupným spínačom "Zapnuté - Vypnuté":
- nainštalujte vačky v závislosti od zvoleného cyklu.
Pri nastavovaní na automatickú prevádzku treba mať na pamäti, že prepnutie z posuvu na rýchly posuv alebo z rýchleho posuvu na posuv je možné v ktoromkoľvek bode zdvihu a v akomkoľvek smere pohybu a je obmedzené len možnosťou nastavenia vačky v tomto bode.
Prepínač manuálneho alebo automatického pozdĺžneho pohybu stola sa nastaví do neutrálnej polohy, rukoväte pozdĺžneho zdvihu stlačením skrutkovača až na doraz a otočením do pevnej polohy "Automatické ovládanie".
Zastavenie pohybu stola vpravo alebo vľavo je riešené vačkami č.5 alebo 6, ktoré pôsobia na výstupky rukoväte pozdĺžneho zdvihu. Vačky č. 1 a 2 nikdy nevyberajte zo stroja, pretože obmedzujú krajné polohy stola.
Prepínanie z posuvu na vysokú rýchlosť alebo z vysokej rýchlosti na posuv (pri pohybe stola doprava alebo doľava) robia vačky č.3 a 4, ktoré pôsobia na ozubené koleso.
Pravá a ľavá vačka sa líšia iba polohou páky. V prípade potreby je možné páku posunúť na druhú stranu.
Pri práci s ručným ovládaním odporúčame vačky č.3 a 4 demontovať alebo prestaviť na nepracovnú časť stola, aby bol mechanizmus chránený pred zbytočným opotrebovaním.
Pri súčasnom frézovaní sady polotovarov, v ktorých sú obrábané plochy umiestnené v značnej vzdialenosti od seba, je možné stroj nakonfigurovať tak, aby pracoval na skokovom cykle pravého alebo ľavého posuvu.
V súlade s umiestnením plôch, ktoré sa majú obrábať, bude stôl stroja prijímať buď rýchle alebo pomalé pohyby podľa schémy: rýchlo doprava (alebo doľava) - posuv doprava (alebo doľava) - rýchlo doprava ( alebo doľava) atď. - rýchly návrat - stop.
O automatický kyvadlový cyklus obrobky sa ukladajú striedavo na pravú stranu stola, potom na ľavú. Počas spracovania obrobku inštalovaného na jednej strane stola, na jeho druhej strane, pracovník odoberie opracovanú časť a nainštaluje nový obrobok. Stôl stroja v tomto prípade nepretržite vykonáva uzavretý cyklus pohybov: rýchlo doprava - posuv doprava - rýchlo doľava - posuv doľava - rýchlo doprava atď.
Keď stôl pracuje v automatickom cykle, je potrebné mať na pamäti nasledovné: cyklus sa zapne, keď je vreteno zapnuté rukoväťou pozdĺžneho zdvihu v smere podávania obrobku; nastavenie rukoväte do polohy „Stop“ (neutrál) umožňuje zapnúť posuv alebo rýchloposuv vo všetkých prípadoch, bez ohľadu na nastavenie stroja na automatický cyklus alebo ručné ovládanie, s výnimkou momentu, keď sa ozubené koleso otáča vačka. V tomto bode je možné stôl zastaviť iba pomocou tlačidiel Stop. Pred zapnutím stola po takomto zastavení je potrebné skontrolovať, či je ozubené koleso upevnené.
V podmienkach automatického cyklu nefungujú tlačidlá "Rýchly stôl".
Konzolové frézky č.4 so šírkou stola 500 mm
Závod ťažkých obrábacích strojov v Uljanovsku vyrába konzolové frézky: horizontálnu frézku model 6N84G a vertikálnu frézku model 6N14. Stroje majú plynulý pohon posuvu v pozdĺžnom, priečnom a vertikálnom smere od elektromotora priamy prúd s magnetickými zosilňovačmi. Stroje je možné konfigurovať na automatické a poloautomatické pracovné cykly.
Odoslanie dobrej práce do databázy znalostí je jednoduché. Použite nižšie uvedený formulár
Študenti, postgraduálni študenti, mladí vedci, ktorí pri štúdiu a práci využívajú vedomostnú základňu, vám budú veľmi vďační.
Uverejnené dňa http://www.allbest.ru/
Úvod
1. Všeobecná časť
1.1 Účel a zariadenia dielne
2. Špeciálna časť
2.1 Účel a zariadenie konzolovo-frézskeho univerzálneho stroja 6E80Sh
2.3 Mazanie konzolovo-frézskeho univerzálneho stroja model 6E80Sh
3. Organizácia výroby
3.1 Technická dokumentácia pre generálnu opravu konzolovo-frézky univerzálny model 6E80Sh
3.2 Zoznam pomocných zariadení, prípravkov a náradia na generálnu opravu konzolovej frézky širokoúčelového stroja model 6E80Sh
4. Ekonomická časť
4.1 Lehoty na generálnu opravu konzolovo-frézskeho univerzálneho stroja model 6E80Sh
4.2 Tarify v obchode
5. Bezpečnostné a protipožiarne opatrenia
5.1 Ochrana práce na stavenisku
5.2 Bezpečnosť
5.3 Priemyselná sanitácia
5.4 Protipožiarna ochrana
5.5 Ochrana životného prostredia
Bibliografia
Úvod
ArcelorMittal je najväčšia oceliarska spoločnosť na svete, ktorá ku koncu roka 2008 kontrolovala 10 % svetového trhu s oceľou. Registrovaná v Luxemburgu.
Vznikla v roku 2006 zlúčením luxemburských spoločností Arcelor a Indian Mittal Steel, ktoré vlastní indický podnikateľ Lakshmi Mittal.
Po zlúčení dosahovala výrobná kapacita spoločnosti 120 miliónov ton ročne. Cieľom vývoja bolo zvýšiť kapacitu v priebehu nasledujúcich piatich rokov na 150 miliónov ton. Hospodárska kríza viedla k odloženiu prebiehajúcich projektov z rokov 2011-2012 na rok 2014.
Akciová spoločnosť ArcelorMittal Temirtau je najväčším podnikom v ťažobnom a hutníckom sektore Kazašskej republiky a je integrovaným banským a hutníckym komplexom s vlastnou uhoľnou, železnou rudou a energetickou základňou.
ArcelorMittal Temirtau JSC zahŕňa:
Oddelenie oceliarní;
Uhoľné oddelenie;
oddelenie železnej rudy.
JSC "ArcelorMittal Temirtau" sa špecializuje na výrobu plochých a dlhých výrobkov, vrátane výrobkov s polymérom, zinkom a potiahnuté hliníkom a vyrába aj aglomerát, železnú rudu a uhoľný koncentrát, koks, surové železo, oceľ vrátane kontinuálne liatych bram, pásov, nosníkových pásov, elektricky zváraných rúr a príbuzných produktov vysokopecného a koksochemického priemyslu.
ArcelorMittal Temirtau as je sociálne orientovaná spoločnosť. V súvahe podniku sú oddychové domy, sanatóriá, detské letné tábory, športové areály a zdravotníckych zariadení. Spoločnosť je poskytovateľom služieb (horúce a studená voda, kúrenie, elektrina) obyvateľom Temirtau.
konzolová technologická fréza
1. Všeobecná časť
1.1 Účel a usporiadanie workshopu
Obchodný pas č. 31
Dielňu navrhla Karagandská pobočka Gipromez v roku 1957, postavil a uviedol do prevádzky trust Kazmetallurgstroy v septembri 1970 (bez administratívnej budovy).
Predajňa bola určená na vykonávanie opráv zariadení aglomeračných, oceliarskych a zlievarenských dielní. V októbri 1971 bola dielňa reorganizovaná v súvislosti s vytvorením samostatnej štrukturálnej divízie TsRMO-1.
TsRMO-2 je určený na opravy zariadení oceliarní, výrobu a renováciu náhradných dielov, dúchadiel vysokých pecí, konvertorových dúchadiel, výrobu a obnovu uzamykacích tyčí oceľových lejacích panví.
Dielňa pozostáva z dvoch opravárenských dielní (otvorená ohnisko a konvertor) a opravárenskej a mechanickej dielne.
Dielňa sa nachádza v dvojtraktovej budove s dĺžkou 96 metrov a šírkou 18 metrov s celkovou rozlohou 3460 metrov štvorcových.
Vnútrodielenskú prepravu tovaru zabezpečujú tri elektrické mostové žeriavy s nosnosťou 5 ton, dva žeriavy s nosnosťou 15/3 tony, elektrický vozík s nosnosťou 10 ton, dva elektromobily a dva elektrické nakladače.
Vonkajší obrat nákladu sa uskutočňuje železničnou a cestnou dopravou.
Dielňa má tri cestné vjazdy a železničnú príjazdovú dráhu s dĺžkou 18 m. Všetky vjazdy do dielne sú vybavené vzduchovými clonami.
Dielňa je vykurovaná 5 jednotkami STD-300.
Projekt poskytuje:
1. Odstránenie produktov z 1 Celková plocha dielne - 0,68 t/rok
2. Odvoz produktov z jedného hlavného stroja - 88,5 t / rok
3. Výroba produktov na strojníka - 54,5 t / rok
4. Výkon výrobkov na pracovníka - 22,6 t / rok.
Produktívna kapacita
|
názov |
Ročné vydanie |
||||
|
Podľa projektu |
V skutočnosti od 1. januára 1972 |
||||
|
Obrábanie náhradných dielov |
|||||
|
Obrábanie opraviteľných náhradných dielov |
|||||
|
Obrábacie dorazové tyče |
|||||
|
Oprava Tuyere |
|||||
|
Opravárenské a inštalačné práce |
TECHNOLOGICKÝ PROCES.
Technologický postup spracovania náhradných dielov je individuálny a malosériový. Odliatky, výkovky a profilový kov na výrobu náhradných dielov prichádza do dielne zo skladov OTS a obstarávacích dielní oddelenia hlavného mechanika. Technológia opráv spočíva v montáži a revízii jednotiek počas prípravy opráv, výmene jednotiek, jednotlivých častí a revízii jednotiek počas doby opravy.
Dielňa je nastavená na prácu v dvoch zmenách s dĺžkou trvania zmeny 8,25 hodiny s päťdňovým pracovným týždňom s dvomi voľnými dňami.
1.2 Účel a stručná technická charakteristika hlavného zariadenia
CHARAKTERISTIKA PLOCH A OPRAVÁRSKA A STROJÁRSKA DIELŇA.
Areál opráv zariadení otvorených ohnísk - vykonáva plánované preventívne opravy zariadení podľa schválených harmonogramov v otvorených, žiaruvzdorných a prípravovniach zmesí.
Pozemok sa nachádza v priestoroch predajne s otvoreným ohniskom.
Pracovisko zahŕňa 7 tímov (60 ľudí) opravárov, elektrických a plynových zváračov a rezačov.
Areál opráv zariadení meničovne - vykonáva plánované preventívne opravy zariadení v súlade so schválenými harmonogramami v meničoch a baranidlách.
Areál sa nachádza vo vstavanej miestnosti hlavnej budovy meniarne na ploche 60, zn.23.
Pracovisko zahŕňa 7 tímov (62 ľudí) opravárov, elektrických a plynových zváračov a rezačov.
Opravárenská a mechanická dielňa.
Publikované v výrobná budova workshopy. Opravárenská a mechanická dielňa zahŕňa:
A) mechanické oddelenie;
B) zámočnícky a montážny odbor;
C) oddelenie kovania a zvárania a obstarávania;
D) oddelenie výroby a obnovy blokovacích tyčí;
D) elektromechanický servis.
Mechanická priehradka je určená pre obrábanie náhradné diely. Nachádza sa v rozpätí AB na ploche 48m2. Na oddelení je inštalovaný počet obrábacích strojov na základe náročnosti spracovania jednej tony výrobkov - 90 strojných hodín.
Zámočnícko-montážne oddelenie je určené na montáž a revízie zariadení oceliarní závodu. Oddelenie sa nachádza v rozpätí AB a BV na ploche 972. Oddelenie tvoria 2 tímy (10 ľudí) zámočníkov.
Oddelenie kováčskeho zvárania a obstarávania je určené na výrobu drobných výkovkov a polotovarov nástrojov, rezanie polotovarov z valcovaných výrobkov rôznych profilov a výrobu medených dúchadiel otvorených nístejí a konvertorov. Oddelenie s kovovým skladom sa nachádza v AB zálive na ploche 648.
Oddelenie výroby a obnovy dorazových tyčí je určené na výrobu dorazových tyčí pre oceľolejové panvy. Práce prebiehajú na výrobnej linke s kapacitou 1600 ton uzamykacích tyčí ročne.
V súčasnosti prebieha preverovanie návrhu oddelenia za účelom skvalitnenia technologického postupu výroby dorazového strniska.
Elektromechanický servis je určený na vykonávanie plánovaných preventívnych opráv a odstraňovanie porúch na zariadení mechanickej dielne. Servis sa nachádza v zátoke BV vo vstavanej miestnosti o výmere 180m2. Obsluhu tvoria 4 elektrikári a 6 zámočníkov.
Sklad materiálu sa nachádza v zálive BV vo vstavanej miestnosti o výmere 24m2. Sklad je určený na skladovanie materiálno-technického majetku. Práce na preprave tovaru v sklade sa vykonávajú ručne.
Sklad náhradných dielov sa nachádza v rozpätí BV na ploche 24, oplotený kovovým pletivom. Obsluhu skladu zabezpečuje elektrický vysokozdvižný vozík s nosnosťou 5 ton.
NAPÁJANIE PREDAJNE.
Napájanie dielne je realizované z 12 rozvodní káblom 10 kV. V dielni je inštalovaný znižovací transformátor 1000 kVA, 10/0,4 kV.
Celkový elektrický výkon dielne je 660 kW.
Vrátane výkonu - 440 kW;
žeriav - 184 kW;
elektrická pec - 8 kW;
elektrické zváranie - 28 kW.
Vnútroobchodné siete sú napojené na NTP 0,4 kV, rozvody sú vedené v potrubí s drôtom typu APR. Na všetkých doskách sú nainštalované automaty ShR a ShchU typu A3124 a A3131.
Osvetlenie v dielni je robené svietidlami GE-50 v počte 87 svietidiel. Celkový elektrický výkon svietidiel je 43,5 kW.
Intrashop siete
|
názov |
Vložte umiestnenie |
Intrashop sieť |
||||
|
priemer mm |
čiastka |
|||||
|
plynovodu |
Všeobecná závodná diaľnica |
|||||
|
Potrubie na kyslík |
||||||
|
Parovod |
||||||
|
Potrubie stlačeného vzduchu |
||||||
|
Potrubie horúcej vody |
||||||
|
Zásobovanie domácností pitnou vodou |
||||||
|
Procesné vodovodné potrubie |
AUTOMOBILOVÁ DOPRAVA
Pre vnútropodnikovú a vnútrozávodnú prepravu má dielňa 2 elektrické vysokozdvižné vozíky EP-301 s univerzálnym uchopením vidlice s nosnosťou 3 tony a 2 elektromobily EK-2 s nosnosťou 2 tony.
SANITÁRNE A DOMÁCE PODMIENKY.
Administratívna budova dielne je vo výstavbe. Personál opravárenských a montážnych tímov je dočasne umiestnený v administratívnej budove otvoreného ohniska a konvertorov.
Technické vlastnosti zariadenia
|
Názov, typ, model, výrobca |
Technické špecifikácie |
|||
|
MECHANICKÝ PRIESTOR |
||||
|
Konzolová frézka 6M12P (Gorky Machine Tool Plant) |
Vzdialenosť od nosa vretena k stolu: Najmenší - 30 mm; Najväčší má 400 mm. Rozmer pracovnej plochy stola je 1250×320 mm. Najväčšie pohyby v tabuľke: Pozdĺžne - 700 mm; Priečna - 260 mm; Vertikálne - 370 mm. Vnútorný kužeľ vretena - B 3 Najväčší uhol natočenia vretenovej hlavy je ±45°. Najväčší axiálny pohyb vretena je 70 mm. Obmedzenie otáčok vretena 31,5 h 1600 ot./min. |
|||
|
Široko-univerzálna konzolová frézka 6M82Sh |
Rozmery pracovnej plochy stola - 125x320 mm. Priemer tŕňa - 32 mm; 50 mm. Počet vretien - 2. Kužeľ vretena: Horizontálne - č. 3. Rotačné a položené na hlavách - č.2. Obmedzenia otáčok vretena: Horizontálne 31,5h1600 ot./min; Otočná hlava 90-1400 ot./min. Hranice pozdĺžneho a priečneho posuvu stola: 25h1250 mm/min. Hranice vertikálneho posuvu stola sú 8,3-416,6 mm. Pozdĺžny priebeh stola je 700 mm. Priečny priebeh stola je 240 m. Vertikálny priebeh stola - 420 mm. Otočenie frézovacej hlavy v priečnej rovine stola - 45-90°. Maximálna hmotnosť spracovaného detailu - 250 kg. |
|||
|
Hydrofizovaný krížový hoblík 7M37 (Gomel Machine Tool Plant) |
Dráha posúvača - 150x100 mm. Rozmery stola - 560x1000 mm Najväčšia vzdialenosť medzi rovinou stola a posúvačom je 500 mm. Najväčší horizontálny pohyb stola - 800 mm. Rýchlostné limity posúvača sú 3 h 48 m/min. Najväčší uhol natočenia rezných saní je ±60°. |
|||
|
Hydraulický drážkovací stroj 7M430 (Gomel Machine Tool Plant). |
Zdvih frézy - 320 mm Otočenie stola - 360° Priemer stola - 700 mm Maximálny zdvih stola: Pozdĺžne - 600 mm Kríž - 300 mm. Rýchlostné limity frézy sú 3 h 24 m/min. |
|||
|
Pozdĺžna hobľovačka 7210 (Minsk Machine Tool Plant) |
Vzdialenosť medzi povrchom stola a priečkou je 1000 mm. Vzdialenosť medzi stojanmi - 1100 mm Rozmery stola: 3000x900 mm. Dĺžka pohybu stola: Najväčší - 3200 mm; Najmenší má 700 mm. Počet strmeňov: Na hrazde - 2; Na stojane - 1. Horizontálny pohyb strmeňov pozdĺž priečnika - 1500 mm. Vertikálny pohyb podpery na stojane - 900 mm. Rýchlosť pracovného chodu stola - 4h90 m/min. Rýchlosť spätného chodu stola - 12h90 m/min. |
|||
|
Karuselový stroj 1531 (Krasnodar Machine Tool Plant). |
Priemer čelnej dosky - 1150 mm Otáčky čelnej dosky - 6,3 h 315 ot./min. Uhol sklonu vertikálnej podpery je ±45°. Výška zvislého podperného zdvihu je 550 mm. Zdvih krížového strmeňa - 630 mm Posuv strmeňa - 0,05x12,5 mm / ot. |
|||
|
Horizontálna vyvrtávačka 2620V (Leningradská asociácia obrábacích strojov pomenovaná podľa Sverdlova). |
Priemer vretena - 90 mm. Otáčky vretena - 12,5 h 2000 ot./min. Rýchlosť otáčania čelnej dosky - 8 h 200 ot./min. Vnútorný kužeľ vretena je Morse č.5. Rozmery pracovnej plochy stola - 1120x1300 mm. Maximálna cesta: Vertikálne vreteník - 1000 mm; Dĺžka vretena - 710 mm; Priemer stola - 1000 mm; Stôl pozdĺžne - 1090 mm; Podpera čelnej dosky radiálna - 170 mm. Najväčší priemer vyvŕtaného otvoru: Vreteno - 330 mm; Strmeň - 600 mm. |
|||
|
Radiálna vŕtačka 2H55 (Odessa Machine Tool Plant). |
Najväčší priemer vŕtania je 50 mm. Morseov kužeľ - č.5. Najväčší axiálny pohyb vretena je 350 mm. Previs vretena - 410h1600 mm. Otáčky vretena - 20-2000 ot./min |
|||
|
Skrutkovací sústruh 1E61M (Izhevsk Machine Tool Plant) |
Výška stredov je 170 mm. Otvor vo vretene je 32 mm. Nad strmeňom - 183 mm; Nad posteľou - 320 mm. |
|||
|
Skrutkovací sústruh 1K62 (Efremov Machine-Tool Plant, Moskva) |
Výška stredov je 215 mm. Otvor pre vreteno - 38 mm Najväčší priemer obrobku: Nad strmeňom - 260 mm; Nad posteľou - 400 mm. |
|||
|
Skrutkovací sústruh 1625 (Efremov Machine-Tool Plant, Moskva) |
Vzdialenosť medzi hrotmi - 1400 mm. Výška stredov je 215 mm. Vŕtanie vretena - 47 mm. Najväčší priemer obrobku: Nad strmeňom - 260 mm; Nad posteľou - 400 mm. |
|||
|
Skrutkovací sústruh 1A616 (Kuibyshev Machine Tool Plant). |
Vzdialenosť medzi hrotmi - 710 mm. Výška stredov je 170 mm. Otvor vo vretene je 32 mm. Najväčší priemer obrobku: Nad strmeňom - 188 mm; Nad posteľou - 320 mm. |
|||
|
Skrutkovací sústruh 163 (Tbilisi Machine Tool Plant) |
Vzdialenosť medzi hrotmi - 1400 mm. Výška stredov je 265 mm. Vŕtanie vretena - 65 mm. Najväčší priemer obrobku: Nad strmeňom - 350 mm; Nad posteľou - 630 mm. |
|||
|
Skrutkovací sústruh 9H14S3 (Tbilisi Machine Tool Plant) |
Vzdialenosť medzi hrotmi - 710 mm. Výška stredov je 265 mm. Vŕtanie vretena - 65 mm. Najväčší priemer obrobku: Nad strmeňom - 350 mm; Nad posteľou - 630 mm. |
|||
|
Skrutkovací sústruh 165 (Ryazan Machine Tool Plant) |
Vzdialenosť medzi stredmi - 2800h5000 mm. Výška stredov je 500 mm. Otvor vo vretene je 80 mm. Najväčší priemer obrobku: Nad strmeňom - 650 mm; Nad posteľou - 1000 mm. Otáčky vretena - 5h 500 ot./min. |
|||
|
Kruhová brúska ZA164A (závod Kommunar, Lubny, región Poltava) |
Vzdialenosť medzi hrotmi - 2800 mm. Najväčší priemer výrobku je 400 mm. Maximálna hmotnosť výrobku je 250 kg. Rozmery najväčšieho kruhu: Vonkajší priemer - 750 mm; Vnútorný priemer - 40 mm; Šírka - 70 mm. |
|||
|
MONTÁŽNE A MONTÁŽNE ODDELENIE. |
||||
|
Horizontálny hydraulický lis P983 (závod lisov Odessa). |
Sila - 315 t. Tlak kvapaliny v sieti - 200 kg/cm². Najväčší zdvih piestu je 850 mm. Maximálny priemer lisovaného výrobku je 1500 mm. Pracovnou kvapalinou je olej. Vzdialenosť od konca piestu po koniec pohyblivého prítlačného nosníka: Maximálne - 2900 mm; Minimálne - 900 mm; Pracovná - 2500 mm. |
|||
|
Jednostĺpový hydraulický lis P6320 (závod Orenburg Metalist). |
Sila - 10 t. Tlak kvapaliny v sieti - 160 kg/cm². Zdvih - 400 mm. Rozmery stola - 380x500 mm. |
|||
|
Lúpačka a brúska ZM-634 (opravovňa Jalal-Abad) |
Počet kôl - 2 Veľkosti kruhov - 400x40x203 mm Otáčky vretena - 1420 ot./min. Vzdialenosť medzi stredmi - 700 mm Výška stredu - 830 mm |
|||
|
Vertikálna vŕtačka 2A135 (Závod pomenovaný po Leninovi, Sterlitomak). |
Maximálny priemer vŕtania je 35 mm. Kužeľ vretena - Morse č.4. Odchod osi vretena - 300 mm. Zdvih vretena - 225 mm. Zdvih vreteníka - 200 mm. Otáčky vretena - 68-1100 ot./min. Rozsah podávania - 0,12 h 1,6 mm / ot. |
|||
|
Oddelenie kovania a zvárania a obstarávania. |
||||
|
Pneumatické kovacie kladivo М415А (Voronežský závod KPO). |
Hmotnosť kŕmnych častí je 400 kg. Počet úderov za minútu - 130 Efektívna kinetická energia kŕmnych častí je 950 g. Vzdialenosť od osi ženy k posteli - 520 mm. Vzdialenosť od zrkadla útočníka k žene je 530 . Rozmery zrkadla úderníka sú 265x100 mm. Optimálna kovaná časť obrobku: Štvorec - 100 mm; Okrúhle - 115 mm. |
|||
|
Rezacia píla na železo 872 (experimentálny závod Krasnodar pomenovaný po Kalininovi). |
Dĺžka pojazdu rámu píly - 140x180 mm. Dĺžka čepele - 450 mm Počet zdvihov rámu píly za minútu - 85-110. |
|||
|
Frézka a rezací stroj 8V66 (Minsk Machine Tool Plant) |
Počet otáčok pílového kotúča v min. - 3.3 h 25.5 Priemer pílového kotúča - 710 mm. Rýchlosť rezania - 7,4h57 m/min. Najväčší priemer rezaného obrobku je 230 mm. |
|||
|
Zvárací konvertor PSO-300 |
Aktuálne regulačné limity: |
|||
|
Zvárací transformátor TD-500 (továrne p / krabica M-5293) |
||||
|
Forge forge |
Vyrobené dielňou. |
|||
|
Vykurovacia komorová pec |
Plocha ohniska je 0,66 m2. Palivo: koksárenský plyn. |
|||
|
ELEKTROMECHANICKÝ SERVIS. |
||||
|
Vertikálna vŕtačka 2A125 (strojovňa, obec Kabanye, Luhanská oblasť). |
Najväčší priemer vŕtania je 25 mm. Zdvih vretena - 200 mm. Otáčky vretena - 165:2130. Najväčší pohyb stola - 400 mm. Rozmery stola - 350x400 mm. |
|||
|
Lúpačka a brúska 3M-634 (závod v Mukačeve pomenovaný po Kirovovi) |
Počet kruhov - 2. Rozmery kruhov - 400×40×203 mm. Otáčky vretena v min. - 700 h 1400. |
|||
|
Plošná brúska 372B (Moscow Machine Tool Plant). |
Rozmery obrobkov - 1000x300x400 mm. Rozmery stola - 1000×300 mm. Výška kruhu - 40 mm. Priemer kruhu: Vonkajšie - 250x350 mm; Vnútorná - 127 m. |
|||
|
Univerzálna brúska 3659A (závod brúsok Vitebsk). |
Priemer naostrených vrtákov, zinkovačov je 80 mm. Uhly ostrenia - 70°h140°. Počet pier nabrúseného nástroja je až 12. Brúsny kotúč: Vonkajší priemer - 200 mm; Vnútorné - 32 m; Výška do - 70 mm. Počet otáčok kruhu v min. - 1850 |
Manipulačná technika
|
Názov, číslo, výrobca |
Miesto inštalácie |
Technické špecifikácie |
|||
|
Mostový elektrický žeriav č.1 (Strojáreň, osada Novobureisk, Chabarovská oblasť). |
Oddelenie kováčstva Mechanické oddelenie. Oddelenie výroby zátkovej tyče |
Nosnosť - 5 ton. Dĺžka mosta je 16,5 m. Rýchlosť pohybu: Žeriav - 73,5 m / min; Vozíky - 38 m/min; Zdvih - 10 m/min. Výška zdvihu - 8 m. |
|||
|
Mostový elektrický žeriav č.3 (Závod na výrobu strojov, stanica Uzlovaya, región Tula). |
Oddelenie montáže a montáže |
Nosnosť - 15/3 t. Dĺžka mosta je 16,5 m. Rýchlosť pohybu: Žeriav - 49 m/min; Vozíky - 18 m/min; Hlavný zdvih - 2,2 m/min; Pomocné zdvíhanie - 9,7 m / min. výška zdvihu: Hlavná - 8,5 m; Pomocné - 8,5 m. |
|||
|
Mostový elektrický žeriav č.4 (závod PTO, Alexandria, Kirovogradská oblasť). |
Oddelenie montáže a montáže |
Nosnosť - 15/3 t. Dĺžka mosta je 16,5 m. Rýchlosť pohybu: Žeriav - 75,3 m / min; Vozíky - 34,5 m / min; Hlavný zdvih - 8 m/min; Pomocný zdvih - 19,2 m / min. výška zdvihu: Hlavná - 8 m; Pomocné - 8 m. |
|||
|
Vozík elektrický (Dnepropetrovsk závod hutníckych zariadení). |
Medzi rozpätiami v osiach 4-5 |
Nosnosť - 10t; Koľajová trať - 1000 mm; Základňa vozíka - 1600 mm. Veľkosť platformy - 2630×1650 mm. Rýchlosť pojazdu - 40 m/min. Pohon z elektromotora MTK-11-V, Výkon 2,2 kW, 885 ot./min. Ovládanie tlačidlom. |
2. Špeciálna časť
2.1 Účel a zariadenie konzolovo-frézskeho univerzálneho stroja model 6E80Sh
Obrázok 2.1.1 Univerzálny stroj na konzolovú frézku model 6E80Sh
Široko-univerzálna konzolová horizontálna frézka 6E80Sh je určená na vykonávanie frézovacích a niektorých druhov vyvrtávacích prác na malých dieloch zo železných a neželezných kovov a plastov.
Aplikujú sa v podmienkach sériovej a sériovej výroby. Technické vlastnosti strojov umožňujú plné využitie možností nástrojov z rýchloreznej ocele, ako aj nástrojov vybavených karbidovými doštičkami.
Otočná frézovacia hlava s výsuvnou pinolou umožňuje frézovanie šikmých plôch obrobkov. Použitie deliacej hlavy, otočného stola, zveráka rozširuje technické možnosti stroja.
Stroje pracujú na princípe frézovania rotačnou pevnou frézou upevnenou v horizontálnom alebo vertikálnom vretene. Ako pracovné alebo inštalačné pohyby sa používajú pohyby stola (súradnica X), posúvača (súradnica Y), konzoly (súradnica Z).
Použitie CNC zariadenia umožňuje spracovávať diely podľa programu v automatickom režime.
Vlastnosti dizajnu:
Rack je základná jednotka, na ktorej sú namontované všetky ostatné jednotky a mechanizmy. Regál je pevne spojený s doskou (základňou). Na kmeň stroja je namontovaná vertikálna vretenová hlava a na vodidlá kmeňa sú pripevnené závesy na prácu s dlhými tŕňmi.
Prevodovka horizontálneho vretena je namontovaná na stojane. Vertikálne vreteno je poháňané elektromotorom umiestneným na vrchu hlavy.
Zadná stena konzoly je vyrobená vo forme rybinových vedení. Sane sa pohybujú priečne na konzole a majú vodidlá pre stôl. K stolu je pripojená pozdĺžna posuvná skrutka. Práca je možná ako metódou združeného, tak aj metódou protifrézovania.
Zloženie stroja:
Mechanizmus spínania vertikálneho pohybu stola, posúvač, stôl, chladiaci systém, elektrická skriňa, spínacie mechanizmy priečneho pohybu stola, lôžko, podávacia skriňa, mechanizmus prepínania posuvu, mechanizmus prepínania horizontálnych otáčok vretena, prevodovka a vreteno, kufor s vretenovou hlavou, poistka, mechanizmus na prepínanie rýchlosti otáčania vertikálneho vretena, zavesenia, konzoly.
Zariadenia a prevádzka stroja a jeho hlavných častí.
Ovládacie prvky a ich účel:
Rukoväť ručného vertikálneho miešaného stola
Zotrvačník pre ručný krížový pohyb saní
Páka aktivácie vertikálneho podávania
Závitovka na odber vzoriek vôle na pozdĺžnej skrutke
Ručné koliesko pre ručný pohyb stola
Stolová svorka
Prepínač "Osvetlenie"
Rukoväť objímky vretena
Chladiaci ventil
Rukoväť vypínača
Tlačidlo rýchleho pohybu stola
tlačidlo Štart
Núdzové tlačidlo „Stop“.
Rukoväť posuvnej svorky
Páčka aktivácie krížového posuvu
Upínacia rukoväť konzoly
Spínač motora posuvu
Spínač chladiaceho čerpadla
Horizontálny prepínač smeru otáčania vretena
Stlačte tlačidlo
Vertikálny prepínač smeru otáčania vretena
Horizontálna páka ovládania vretena
Radiaca páka horizontálneho vretena
Manuálny pohyb kufra
Svorka kufra na ráme
Upínanie frézovacej hlavy na kmeň
Šnekové otáčanie frézovacej hlavy v pozdĺžnej rovine stola
Frézovanie závitovkovej hlavy v priečnej rovine stola
Vertikálna rukoväť prestavenia vretena
Prepínací gombík vertikálnej remenice vretena
Vertikálny volič prevodovky
Rukoväť na pohyb objímky vertikálneho vretena
Páka pre pozdĺžny posuv
Rukoväť radenia prevodových stupňov
Páka radenia posuvu
Skrutky na upnutie saní stroja 6T80
Tlačidlo Stop
Kinematická schéma.
Vretená sú poháňané elektromotormi cez klinový remeňový prevod.
Vretená majú 12 rôznych rýchlostí získaných pohybom prevodových blokov pozdĺž drážkovaných hriadeľov. Posuv drôtu je vedený od elektromotora cez spojku z hriadeľa IX do podávacej skrine. Pohybom prevodových blokov poskytuje podávacia skriňa 18 rôznych posuvov, ktoré sa prenášajú na hriadeľ XUI konzoly a potom, keď je zapnutá príslušná spojka vačky, na skrutky pozdĺžneho, priečneho a vertikálneho pohybu.
Zrýchlené pohyby sa realizujú od elektromotora cez hriadele IX, X, KhP, XU, elektromagnetickú a jednosmernú spojku na hriadeľ CL konzoly.
Zahrnutie a obrátenie pozdĺžnych, priečnych, zvislých posuvov sa vykonáva pomocou obojstranných vačkových spojok.
Lôžko je základná časť stroja, na ktorej sú namontované všetky ostatné komponenty a mechanizmy. Stojan lôžka je pevne spojený s doskou (základňou), ktorá je zásobníkom chladiacej kvapaliny.
Na kmeň stroja 6E80Sh je namontovaná vertikálna vretenová hlava a na vodidlá kmeňa sú pripevnené závesy na prácu s dlhými tŕňmi. Závesy majú valivé ložisko a klzné ložisko. Vešiaky na strojoch nie sú zameniteľné, pre inštaláciu vešiakov otočte hlavu hore.
Prevodovka horizontálneho vretena je namontovaná v ráme. Spojenie s elektromotorom sa vykonáva cez prevod s klinovým remeňom. Kontrola a prístup k prevodovke - cez okno radiacej jednotky na panenskej strane postele. Pohon zvislého vretena stroja je zabezpečený elektromotorom umiestneným na hlave cez pohon klinovým remeňom, valčekovou spojkou a prevodovkou.
Vreteno je uložené v posuvnom puzdre. Vretenová hlava stroja 6E80Sh je uchytená ku kmeňu cez svorku a možno ju otáčať v priečnom aj pozdĺžnom smere stola. Pohon posuvu je umiestnený v konzole. V prednej časti je v spodnej časti konzoly zabudovaný prírubový elektromotor, na ľavej strane konzoly je namontovaná podávacia skrinka s mechanizmom prepínania podávania a mechanizmom na zapnutie vertikálneho pohybu stola. - mechanizmus na zapnutie priečneho pohybu stola. Osemnásťrýchlostný podávač má reťaz rýchleho pojazdu s bezpečnostnou spojkou, ktorá eliminuje možnosť poškodenia pohonu podávača pri preťažení.
Elektromagnetická spojka a jednosmerná spojka sú namontované na rovnakom hriadeli s bezpečnostnou spojkou. Rýchle pohyby stola sa zapínajú tlačidlom. Mechanizmus prepínania posuvu pozostáva z vačkových rukovätí s profilovými drážkami, končatiny a pák na prepínanie prevodov.
Spínacie prevody podávacej skrine nastávajú pri otáčaní končatiny okolo osi a pri otáčaní osi s rukoväťou.
Zaradenie vertikálnych a priečnych mechanických pohybov stola je realizované madlami.Smer pohybu madiel je mnemonicky spojený so smerom pohybu stola.
Ručný vertikálny pohyb stola sa vykonáva rukoväťou, priečne - zotrvačníkom.
Zadná stena konzoly je vyrobená vo forme rybinových vedení.
Horná časť konzoly má obdĺžnikové koľajnice, po ktorých sa sane pohybujú.
Sane sa pohybujú priečne na konzole a majú vodidlá pre stôl.
K stolu je pripojená pozdĺžna posuvná skrutka. V saniach sú kužeľové prevody, ktoré otáčajú skrutku, rukoväte a mechanizmus na zapnutie pozdĺžneho posuvu.
Pri frézovaní stúpaním sa výber medzier medzi závitmi vodiacej skrutky a matíc zabezpečuje otáčaním závitovky.
Pri práci metódou protifrézovania sa vodiaca skrutka veľmi opotrebováva. Preto, ak sa jedna práca vykonáva na stroji dlhší čas, pracovná oblasť skrutky by sa mala zmeniť.
Na uskutočnenie priečneho posuvu sa používa konzola s maticou, ktorá je upevnená na tele sane a spojená so skrutkou konzoly.
Základné technické údaje a vlastnosti stroja.
Rozmery pracovnej plochy stola (dĺžka x šírka), mm 200 x 800
Počet T-drážok stola 3
Najväčší pohyb stola, mm
pozdĺžne 560
priečny 220
Vzdialenosť od osi horizontálneho vretena k pracovnej ploche stola, mm
najmenej 0
najväčší 400
Vzdialenosť od konca vertikálneho vretena k pracovnej ploche stola, mm
najmenej 15
najväčší 400
Uhol natočenia hlavy vretena, krupobitie
v pozdĺžnej rovine stola ± 45
v priečnej rovine stola (k rámu) 30
v priečnej rovine stola (od postele) 45
Zdvih puzdra hlavy vretena, mm 70
Počet otáčok vretena (horizontálne / vertikálne) 12
Obmedzenia otáčok vretena, min -1
horizontálne 50-2240
vertikálne 56-2500
Počet zmien stola 18
Hranice posuvu stola, mm/min
pozdĺžne a priečne 20-1000
vertikálne 10-500
Rýchlosť rýchleho pohybu stola, m/min
pozdĺžne a priečne 3.35
vertikálne 1.7
Cena delenia končatín stolového pohybu, mm
pozdĺžne a priečne 0,05
vertikálne 0,02
Cena rozdelenia ramena pohybu objímky zvislého vretena mm 0,05
Celkové rozmery stroja (dĺžka x šírka x výška), mm 1600x1875x2080
Hmotnosť stroja (s elektrickým vybavením), kg 1430
Nástroj používaný pri obrábaní.
Horizontálny konzolový frézovací stroj 6T80Sh sa vyznačuje prítomnosťou konzoly a horizontálnou polohou vretena pri obrábaní valcových, uhlových a tvarových fréz rovných a tvarových plôch obrobkov z rôznych materiálov. Možno použiť aj stopkové frézy a stopkové frézy.
Cylindrické frézy sa používajú pri spracovaní rovin. Tieto frézy môžu byť s rovnými a špirálovitými zubami. Frézy so špirálovými zubami bežia hladko; sú široko používané vo výrobe. Priame frézy sa používajú len na úzke plochy, kde výhody špirálových fréz nemajú veľký vplyv na proces rezania. Pri chode valcových fréz so skrutkovitými zubami vznikajú axiálne sily, ktoré pri uhle sklonu zubov OMEGA = 30 -: - 45 * dosahujú významnú hodnotu. Preto sa používajú valcové dvojité frézy, pri ktorých majú špirálové rezné zuby rôzny smer sklonu. To vám umožní vyrovnať axiálne sily pôsobiace na frézy počas procesu rezania. Na križovatke nožov sú rezné hrany jedného rezača prekryté reznými hranami druhého. Cylindrické frézy sú vyrobené z rýchloreznej ocele a sú tiež vybavené karbidovými doštičkami, plochými a špirálovitými.
Uhlové frézy sa používajú na frézovanie rohových drážok a naklonených rovín. Jednouhlové frézy majú rezné hrany umiestnené na kužeľovej ploche a čelnej ploche. Dvojuhlové frézy majú rezné hrany umiestnené na dvoch susedných kužeľových plochách.
Uhlové frézy sú široko používané v nástrojárskom priemysle na frézovanie drážok triesok rôznych nástrojov. V procese práce s jednouhlovými frézami vznikajú axiálne rezné sily, pretože rezanie kovu obrobku sa uskutočňuje hlavne reznými hranami umiestnenými na kužeľovej ploche. Pri dvojuhlových frézach sa axiálne sily vznikajúce pri prevádzke dvoch susedných uhlových hrán zuba navzájom do istej miery kompenzujú a keď pracujú symetrické dvojuhlové frézy, sú vzájomne vyvážené. Preto dvojuhlové frézy pracujú hladšie. Uhlové frézy malých rozmerov sa vyrábajú stopkové frézy s valcovou alebo kužeľovou stopkou.
Tvarové frézy majú široké využitie pri opracovaní rôznych tvarových plôch. Výhody použitia tvarových fréz sa prejavia najmä pri obrábaní obrobkov s veľkým pomerom dĺžky k šírke frézovaných plôch. Krátke tvarované plochy vo veľkovýrobe sa najlepšie spracovávajú preťahovaním. Podľa konštrukcie zubov sa tvarové frézy delia na frézy s chrbtovými zubami a frézy s hrotitými (ostrými) zubami.
Stopkové frézy sú široko používané pri obrábaní rovin na vertikálnych frézkach. Ich os je nastavená kolmo na obrábanú rovinu súčiastky. Na rozdiel od valcových fréz, kde sú všetky hroty rezných hrán profilované a tvoria obrobenú plochu, pri čelných frézach sú profilované iba vrcholy rezných hrán zubov. Koncové rezné hrany sú pomocné. Hlavnú reznú prácu vykonávajú bočné rezné hrany umiestnené na vonkajšom povrchu.
Stopkové frézy sa používajú na opracovanie hlbokých drážok v častiach tela obrysových vybraní, ríms, vzájomne kolmých rovín. Stopkové frézy vo vretene stroja sú osadené kužeľovou alebo valcovou stopkou. V týchto frézach hlavnú reznú prácu vykonávajú hlavné rezné hrany umiestnené na valcovej ploche a pomocné koncové rezné hrany iba čistia dno drážky. Takéto frézy sa zvyčajne vyrábajú so skrutkovitými alebo skosenými zubami. Uhol sklonu zubov dosahuje 30--45 *. Priemer stopkových fréz sa volí menší (do 0,1 mm) šírky drážky, pretože drážka sa pri frézovaní láme.
Stopkové frézy sú namontované s adaptérovou prírubou. Tŕň v kuželi vretena je upevnený nabijakom. Na hrdlo tŕňa a frézy je nasadená príruba adaptéra, ktorá je upevnená skrutkou. Frézy s drážkou pre kľúč v otvore sú osadené na tŕni s osadením, ktoré má drážky pre hroty vretena.
Čelné a čelné frézy s kužeľovou stopkou Morse sú namontované v kuželi vretena pomocou upínacieho puzdra.
Veľkopriemerové frézy s valcovým podrezaním na konci, drážkami a štyrmi priechodnými otvormi sa nasadzujú priamo na hlavu vretena a upevňujú sa skrutkami.
Pri inštalácii nástroja treba pamätať na to, že presnosť spracovania a životnosť nástroja sú negatívne ovplyvnené jeho hádzaním. Preto je potrebné sledovať kvalitu rezného nástroja, tŕňov a medzikrúžkov.
2.2 Technologický postup generálnej opravy konzolovej frézky univerzálny model 6E80Sh
Kontrola stroja:
1. Vonkajšia kontrola stroja (bez demontáže na zistenie závad) stavu a prevádzky stroja ako celku a podľa uzlov;
2. Kontrola a overenie stavu hnacích mechanizmov hlavného pohybu a posuvov;
3. Regulácia medzier vodiacich skrutiek stola;
4. Regulácia ložísk vretena;
5.Kontrola činnosti mechanizmov prepínania rýchlostí a posuvov;
6. Regulácia mechanizmov zapínania vačkových spojok a posuvov a trecia spojka zrýchlený beh;
7. Regulácia klinov stola, saní, konzoly a kufra;
8. Kontrola vodidiel, čistenie zárezov a škrabancov;
9. Uťahovanie voľných spojovacích prvkov;
10.Kontrola správnej činnosti obmedzujúcich vačiek;
11.Kontrola stavu a drobné opravy chladiacich a mazacích systémov;
12. Kontrola stavu a opravy ochranných zariadení;
13. Identifikácia dielov vyžadujúcich výmenu pri ďalšej oprave (počnúc druhou menšou opravou);
Oprava malého stroja:
1.Čiastočná demontáž uzlov;
2. Prepláchnutie všetkých uzlov;
3. Regulácia alebo výmena valivých ložísk;
4. Čistenie otrepov a vrúbkov na zuboch ozubených kolies, sušienkach a radiacich vidliciach;
5. Výmena a doplnenie trecích kotúčov rýchlospojky (od druhej opravy);
6.Ostrenie a čistenie klinov a lamiel;
7. Čistenie vodiacich skrutiek a výmena opotrebovaných matíc;
8. Čistenie zárezov a škrabancov na vodidlách a pracovnej ploche stola;
9. Výmena opotrebovaných a zlomených spojovacích prvkov
10. Kontrola a regulácia mechanizmov zapínania otáčok a posuvov;
11.Oprava mazacích a chladiacich systémov;
12. Testovanie stroja pri voľnobehu, kontrola hluku, zahrievania a presnosti obrobku.
Stredná oprava stroja:
1. Uzlová demontáž stroja;
2. Prepláchnutie všetkých uzlov;
3. Kontrola častí demontovaných jednotiek;
4. Kompilácia vád vo výpise;
5. Nastavenie alebo výmena ložísk vretena;
6. Výmena alebo obnova drážkovaných hriadeľov;
7.Výmena opotrebovaných puzdier a ložísk;
8.Výmena kotúčov a častí držiaka rýchlocestnej trecej spojky;
9.Výmena opotrebovaných ozubených kolies;
10. Obnova alebo výmena opotrebovaných vodiacich skrutiek a matíc;
11.Ostrenie alebo výmena nastavovacích klinov;
12. Oprava čerpadiel a armatúr mazacích a chladiacich systémov;
13. Oprava zoškrabaním alebo brúsením povrchov vodidiel, ak ich opotrebovanie presahuje prípustnú hodnotu;
14. Farbenie vonkajších plôch stroja;
15. Zábeh stroja na voľnobeh (pri všetkých otáčkach a posuvoch) s kontrolou hluku a zahrievania;
16. Kontrola presnosti a tuhosti stroja v súlade s GOST 17734--72.
Generálna oprava stroja:
Generálna oprava sa vykonáva s úplnou demontážou všetkých komponentov stroja, v dôsledku čoho celkom určite vypracuje sa chybný hárok odhadu. V dôsledku opravy musia byť obnovené alebo vymenené všetky opotrebované komponenty a časti stroja a tiež musí byť obnovená jeho pôvodná presnosť, tuhosť a výkon. Charakter a rozsah prác pre tento typ opravy je určený pre konkrétne prevádzkové podmienky jednotný systém plánovaná preventívna údržba.
2.3 Mazanie vertikálnej frézky s krížovým stolom a DRO model 65A80F13
Systém mazania.
Mazací systém pozostáva z 2 nezávislých systémov:
centralizované mazanie;
Systém pravidelného mazania.
Centrálny mazací systém stroja.
Systém centralizovaného mazania je určený na mazanie hlavného pohonu, chladenie ložísk predného vretena a napájanie systému pravidelného mazania.
Mazanie z čerpacej jednotky NP umiestnenej v mazacom priestore hydraulickej stanice stroja sa privádza cez sieťový filter F2 na chladenie vretena. Na výstupnom prúde z vretena je paralelne zapojená originálna tlmivka DR1, ktorá slúži na nastavenie množstva maziva privádzaného do mazania hlavného pohonu a sériovo tlmivky DR2,
umiestnený na stanici, regulujúci prietok maziva pre chladenie vretena.
Systém mazania sa nastavuje takto:
Odskrutkujte skrutku poistného ventilu prevodovky;
Zatvorte plyn DR2;
Zapnite čerpaciu stanicu;
Nastavte tlak na 0,2 MPa;
nastavte tlakový spínač RD na tento tlak;
Nastavte tlak na 0,35 ... 0,4 MPa;
Otvorte škrtiacu klapku DR2, čím sa na stanici vytvorí tlak 0,3 MPa.
Plyn DR1 počas montáže a prevádzky nie je regulovaný.
Systém pravidelného mazania.
Periodický mazací systém je určený na mazanie vedení, guľôčkových skrutiek s podperami, všetkých 3 súradníc (stôl, sane, vreteník).
Systém obsahuje:
Jednopotrubné prerušované čerpadlo s hydraulický pohon H;
Podávače P1, P2, P3, P4, používané na dávkovú distribúciu maziva v bodoch;
poistný ventil KP1;
Koncový spínač VK, ktorý slúži na ovládanie činnosti podávača;
Ovládacie zariadenie PU, pomocou ktorého sa vo vopred stanovených intervaloch zapína rozdeľovač P4, ktorý riadi čerpadlo H.
Systém mazania funguje nasledovne.
Vo vopred určených časových intervaloch vydáva riadiace a monitorovacie zariadenie príkaz na cyklovanie cievky P4, ktorá riadi čerpadlo H a začína počítať trvanie mazacieho cyklu.
Na prístrojovej doske sa rozsvieti biela kontrolka „Grease“. Z čerpadla sa mazivo dostáva do centrálneho podávača P1 a z neho do následných podávačov P2, P3, P4 a mazacích miest.
Po dokončení celého cyklu podávača P1 dostane obvod riadiaceho zariadenia signál z koncového spínača VK. Počas tejto doby vykoná tyč VK 1 vratný pohyb. Riadiace zariadenie po prijatí signálu z VC vydá príkaz na vypnutie cievky P4 a čerpadla H. Cyklus mazania je ukončený, rozsvieti sa zelená kontrolka Pauza. Ak počas doby ovládania, na ktorú je ovládacie zariadenie nastavené, neprijme signál o ukončení cyklu, na ovládacom paneli zariadenia sa rozsvieti červená kontrolka „Núdzový stav“.
Prevádzka mazacieho systému.
Pri prvom spustení stroja alebo po dlhšej prestávke v práci je potrebné systém odvzdušniť.
Pomocou návodu na obsluhu ovládacieho zariadenia nastavte čas ovládania na minimálne 30 sekúnd, čas pauzy na 8-10 sekúnd.
Čerpanie na výrobu asi tri hodiny.
Skontrolujte, či sa olej nedostáva k mazacím miestam.
Po čerpaní nastavte čas pauzy medzi zapnutím čerpadiel na 20 minút.
V prípade nadmerného alebo nedostatočného mazania je možné pomocou ovládacieho zariadenia zmeniť čas pauzy.
Informácie o údržbe a prípadných poruchách pri prevádzke systému nájdete v časti „Pasy pre mazací systém, ovládacie zariadenie, jednopotrubné čerpadlo a jednopotrubné podávače dodávané so strojom.
Počas prevádzky je potrebné denne kontrolovať:
Hladina oleja v nádrži mazacej stanice;
Podobné dokumenty
Obsluha širokoúčelovej konzolovo-frézky 6M82Sh, 6M83Sh. Všeobecné informácie, základné technické údaje a charakteristiky, bezpečnostné opatrenia pri prevádzke a údržbe. Zloženie stroja, postup jeho inštalácie, príprava a prvé spustenie.
kontrolné práce, doplnené 01.08.2010
Zariadenie a princíp činnosti revolverového sústruhu 1V340F30. Vypracovanie harmonogramu opráv, technologických postupov na demontáž mechanizmov stroja a opravy jeho častí, montáž zariadení. Výpočet materiálových nákladov na generálnu opravu zariadenia.
práca, pridané 26.03.2010
Vývoj pohonu pre rotačný pohyb vretena a konštrukcie vretenovej jednotky konzolovo-vertikálnej frézky. Kinematický a výkonový výpočet pohonu hlavného pohybu stroja. Projekt vývoja montážnej jednotky a návrh zostavy vretena.
semestrálna práca, pridaná 16.05.2014
Princíp činnosti širokoúčelovej frézky. Kinematický výpočet prevodovky vretien, ozubených kolies, hriadeľov. Stanovenie zaťažení a napätí. Vývoj technologického postupu na výrobu šneku. Výpočet rezných podmienok.
práca, pridané 14.04.2013
Technické vlastnosti horizontálnej frézky model 6P80G a jej rozsah. Vymenovanie hlavných komponentov, mechanizmov a ovládacích prvkov stroja. Kinematika stroja a princípy jeho činnosti. Posúdenie presnosti kinematického výpočtu pohonu.
semestrálna práca, pridaná 26.01.2013
Účel a technické vlastnosti horizontálnej frézky. Vykreslenie grafu rýchlosti. Výber motora a výpočet výkonu pohonu. Určenie počtu zubov ozubených kolies a krútiacich momentov na hriadeľoch. Popis systému mazania zostavy.
ročníková práca, pridaná 14.07.2012
Analýza základného modelu širokoúčelovej frézy, zdôvodnenie modernizácie. Kinematický výpočet pohonu hlavného pohybu. Funkčná schéma CNC. Vývoj polohovacieho cyklu. Výkonové a iné výpočty častí a hnacích mechanizmov.
práca, pridané 19.05.2011
Elektromechanické vybavenie strojárskej dielne. Technologický postup frézky. Kinematická schéma a jej popis. Výpočet a výber zariaďovacích predmetov. Elektrické vybavenie riadiacich systémov. Schéma zapojenia VFD-B, jeho technická prevádzka.
semestrálna práca, pridaná 6.1.2012
Účel, rozsah a klasifikácia valcovacieho stroja. Škrabky s pogumovanými rolkami, technologické ukazovatele práce. Schéma pozastavenia dec. Zariadenie stroja: technologický proces v stroji, technické vlastnosti zariadenia.
semestrálna práca, pridaná 06.05.2015
Prehľad konštrukcií širokoúčelových fréz. Účel, usporiadanie uzlov a vlastnosti rozloženia modelu stroja 6P82Sh. Technologické operácie na ňom vykonávané. Výpočet parametrov rezného režimu pre typické obrábacie operácie.
Shirokouniversalny konzolové frézky mod. FU350MRAPUG, FU450MRAPUG(analógy vyrobené v ZSSR - 6T82Sh, 6T83Sh). Širokoúčelové konzolové frézky vyrábané spoločnosťou StankoGomel OJSC umožňujú frézovanie dielov z ocele a liatiny s vertikálnym aj horizontálnym vretenom. Na strojoch tejto série sa vertikálna hlava vretena otáča o 45˚ v oboch smeroch, čo umožňuje rozšíriť funkčnosť zariadenia. Stroje sa osvedčili v malosériovej i veľkosériovej výrobe. K hlavným výhodám široko-univerzálnej konzolovej frézky mod. FU350MRApUG-03, FU450MRApUG:
Dostupnosť horizontálneho a vertikálneho vretena. Dve vretená umožňujú rozšíriť funkčnosť stroja v nástrojárskej a malosériovej výrobe;
jednoduchosť riadenia;
nenáročnosť v prevádzke;
Tuhosť konštrukcie zvýšená odolnosť vodiacich obložení proti opotrebeniu;
· maximálne zaťaženie na stole 1000 - 1500 kg, čo umožňuje spracovanie veľkých dielov;
· existencia mechanizmu spúšťania konzoly vylučuje dotyk nástroja nástrojom na opracovanú plochu pri spätnom zrýchlenom chode stola;
· prítomnosť mechanizmu spony stola pri prechode dávaním pozdĺžnej súradnice poskytuje potrebnú tuhosť a vylučuje vibrácie;
inštalované guľôčkové skrutky nám umožňujú dosiahnuť vysokú presnosť pohybov, čo nám umožňuje inštalovať na stroje systémy DRO a SPPU.Ak vás tieto frézky zaujali, tak sa zoznámite Technické špecifikácie môžete v tabuľke nižšie.
TECHNICKÉ ÚDAJE
| Model stroja | FU350MRAPUG | FU450MRAPUG |
| Model analógu vyrobený v SNŠ | 6T82Sh | GF3203 |
| * špeciálna verzia |
315 x 1250 375 x 1 600* |
400 x 1600 450 x 1 800* |
| Pracovná plocha stola, mm | 315 x 1250 | 400 x 1600 | 1000 | 1500 |
| Pozdĺžny pohyb stola, mm | 850 | 1120 |
| Otočenie stola v oboch smeroch, krupobitie. | 45 | 45 |
| Priečny pohyb krížovej podpery, mm | 270 | 345 |
| Vertikálny pohyb konzoly, mm | 500 | 630 |
| Ručný priečny pohyb podpery, mm | -- | 500 |
| Výkon hlavného pohonu, kW | 5.5 | 11 |
| Max. krútiaci moment na vretene, Nm | 925 | 1850 |
| Nástrojový kužeľ | ISO-50 | ISO-50 |
| Priemer predného ložiska, mm | 110 | 110 |
| Maximálny priemer frézovacej hlavy, mm | 250 | 315 |
| Pojazd brkom, mm | -- | -- |
| Uhol natočenia v oboch smeroch, krupobitie. | -- | -- |
| Počet zmien | 18 | 18 |
| Rozsah otáčok, ot./min | 28…1400 | 28…1400 |
| Výkon pohonu frézovacieho vretena, kW | 3 | 11 |
| nástavec ApUGspeed, ot./min | 56…2500 | 28…1400 |
| Pozdĺžne a priečne posuvy, mm/min | 16…800 | 16…800 |
| Vertikálny posuv, mm/min | 5…250 | 5…250 |
| Výkon pohonu posuvu, kW | 1.5 | 2.2 |
| Rýchly posuv, pozdĺž a naprieč, mm/min | 3150 | 3150 |
| Vertikálny rýchly posuv, mm/min | 1000 | 1000 |
| Celková spotreba energie, kW | 11.11 | 26 |


