Ευρεία γενικής χρήσης φρέζες
Η μηχανή φρεζαρίσματος ευρείας χρήσης FU450MRApUG έχει σχεδιαστεί για να εκτελεί εργασίες φρεζαρίσματος διαφόρων εξαρτημάτων από σιδηρούχα και μη σιδηρούχα μέταλλα και τα κράματά τους σε σειριακή και μικρής κλίμακας παραγωγή.
Το παραπάνω μοντέλο της φρέζας κονσόλας παράγεται με άδεια γερμανικής εταιρείας "HECKERT". Σύμφωνα με τα τεχνικά τους χαρακτηριστικά, αντιστοιχούν στις ρωσικές φρέζες του εργοστασίου "ΖΕΦΣ"(Νίζνι Νόβγκοροντ), ωστόσο, τα ξεπερνούν σε τεχνολογικές δυνατότητες και ποιοτικά χαρακτηριστικά.
Τα κύρια πλεονεκτήματα της μηχανής φρεζαρίσματος FU450MRApUG:
- Οι κύριες μονάδες είναι κατασκευασμένες από χυτοσίδηρο SCH25, έχουν βέλτιστο σχήμα και υψηλή ακαμψία.
- Η φθοροπλαστική επίστρωση των οδηγών τραπεζιού και ραφιών έχει καλές ιδιότητες κατά της τριβής και αντικολλητική ικανότητα, η οποία εξασφαλίζει τη σταθερότητα των παραμέτρων ακρίβειας για μεγάλο χρονικό διάστημα.
- Η παρουσία αυτόματων κύκλων επεξεργασίας (τρόχισμα με εκκρεμές, φρεζάρισμα με γρήγορο άλμα, φρεζάρισμα σε ορθογώνιο κύκλο σε τρία επίπεδα) επιτρέπει τη χρήση μηχανών όχι μόνο σε μικρής κλίμακας, αλλά και σε μεγάλης κλίμακας παραγωγή.
- Η παρουσία του μηχανισμού χαμηλώματος της κονσόλας εμποδίζει το εργαλείο να αγγίξει την επεξεργασμένη επιφάνεια κατά την αντίστροφη επιταχυνόμενη κίνηση του τραπεζιού.
- Η παρουσία του μηχανισμού σύσφιξης του τραπεζιού με διέλευση τροφοδοσίας στη διαμήκη συντεταγμένη παρέχει την απαραίτητη ακαμψία και εξαλείφει τους κραδασμούς. Το φρεζάρισμα αναρρίχησης επιτρέπει την αποτελεσματική κατεργασία βαθιών σχισμών και εξαρτημάτων από υλικά υψηλής αντοχής.
- Τα χαρακτηριστικά υψηλής ακρίβειας του μηχανήματος καθιστούν δυνατή την παραγωγή εξαρτημάτων από τα περισσότερα Υψηλή ποιότητα; για παράδειγμα, η μη επιπεδότητα της επιφάνειας του τραπεζιού σε όλο το μήκος δεν υπερβαίνει τα 16 μm.
- Ο αρθρωτός σχεδιασμός καθιστά όσο το δυνατόν πιο εύκολη την επισκευή του μηχανήματος εάν είναι απαραίτητο.
| Τεχνικά χαρακτηριστικά της κονσόλας φρέζας FU450MRApUG (6Т83Ш) | |
|---|---|
| Χαρακτηριστικό γνώρισμα | Εννοια |
| Βάρος τεμαχίου εργασίας, kg. | 1500|
ΕΙΣΑΓΩΓΗ
Ο σύγχρονος εξοπλισμός των βιομηχανικών επιχειρήσεων έχει μάλλον υψηλούς υπολογισμένους δείκτες αξιοπιστίας. Ωστόσο, κατά τη λειτουργία υπό την επίδραση διαφόρων παραγόντων, συνθηκών και τρόπων λειτουργίας, η αρχική κατάσταση του εξοπλισμού επιδεινώνεται συνεχώς, η λειτουργική του αξιοπιστία μειώνεται και η πιθανότητα αστοχιών αυξάνεται. Η αξιοπιστία του εξοπλισμού δεν εξαρτάται μόνο από την ποιότητα κατασκευής του, αλλά και από επιστημονικά τεκμηριωμένη λειτουργία, σωστή συντήρηση και έγκαιρη επισκευή. Η διαδικασία λειτουργίας βασίζεται σε διαδοχικές αλλαγές στις καταστάσεις λειτουργίας, εφεδρείας, επισκευής, συντήρησης, αποθήκευσης κ.λπ.
Επί του παρόντος, στη βιομηχανία, για τη διεξαγωγή της λειτουργίας παραγωγής και τη διατήρηση της τεχνικής κατάστασης του εξοπλισμού σύμφωνα με τις απαιτήσεις της κανονιστικής και τεχνικής τεκμηρίωσης, χρησιμοποιείται ένα σύστημα προληπτικής συντήρησης ( PPR). Το κύριο τεχνικό και οικονομικό κριτήριο για το σύστημα PPR είναι ο ελάχιστος χρόνος διακοπής λειτουργίας του εξοπλισμού με βάση την αυστηρή ρύθμιση των κύκλων επισκευής. Σύμφωνα με αυτό το κριτήριο, η συχνότητα και το εύρος των εργασιών συντήρησηκαι η επισκευή καθορίζονται από τυπικά πρότυπα που έχουν προκαθοριστεί για όλους τους τύπους εξοπλισμού. Αυτή η προσέγγιση αποτρέπει την προοδευτική φθορά του εξοπλισμού και μειώνει την ξαφνική αστοχία του. Το σύστημα PPR καθιστά δυνατή την προετοιμασία ενός προγράμματος επισκευής που είναι διαχειρίσιμο και προβλέψιμο για μεγάλο χρονικό διάστημα: ανά τύπο επισκευών, τύπο εξοπλισμού, επιχειρήσεις και τον κλάδο συνολικά. Η σταθερότητα των κύκλων επισκευής επιτρέπει τον μακροπρόθεσμο σχεδιασμό της παραγωγικής διαδικασίας, καθώς και την πρόβλεψη υλικών, οικονομικών και εργατικών πόρων, τις απαραίτητες επενδύσεις κεφαλαίου για την ανάπτυξη της βάσης παραγωγής επισκευής. Αυτό απλοποιεί τον προγραμματισμό των προληπτικών μέτρων, επιτρέπει την προκαταρκτική προετοιμασία των εργασιών επισκευής, την εκτέλεση τους στο συντομότερο δυνατό χρόνο, βελτιώνει την ποιότητα των επισκευών και, τελικά, αυξάνει την αξιοπιστία της παραγωγικής διαδικασίας. Έτσι, το σύστημα PPR έχει σχεδιαστεί για να διασφαλίζει την αξιοπιστία του βιομηχανικού εξοπλισμού σε συνθήκες αυστηρού συγκεντρωτικού σχεδιασμού και διαχείρισης.
1. Αρχικά στοιχεία για το έργο του μαθήματος
Μοντέλο μηχανής 6T80Sh
Έτος έκδοσης έως το 1967.
Έναρξη κύκλου επισκευής 01.2000 (μετά από γενική επισκευή)
Εργασία κλειδαρά σε μία βάρδια.
2. Τεχνική περιγραφή του μηχανήματος.
2.1 Σκοπός και πεδίο εφαρμογής του μηχανήματος.
Η οριζόντια μηχανή φρεζαρίσματος με κάθετη περιστροφική άτρακτο αυξημένης ακρίβειας μοντέλο 6T80SH έχει σχεδιαστεί για την επεξεργασία των επιπέδων εξαρτημάτων διαφόρων διαμορφώσεων από χάλυβα, χυτοσίδηρο και μη σιδηρούχα μέταλλα με κυλινδρικούς κόφτες, δίσκους και όψεις. Στο μηχάνημα είναι βολικό να φρεζάρετε αεροπλάνα, άκρα, λοξότμητες, αυλακώσεις σε μικρά μέρη διαφόρων διαμορφώσεων από χάλυβα, χυτοσίδηρο, μη σιδηρούχα μέταλλα και πλαστικά.
2.2 Σύνθεση του μηχανήματος.
Επιτραπέζιο μηχανισμός μεταγωγής κάθετης κίνησης, τσουλήθρα, τραπέζι, σύστημα ψύξης, ηλεκτρικό ντουλάπι, μηχανισμοί μεταγωγής πλευρικής κίνησης τραπεζιού, κρεβάτι, κουτί τροφοδοσίας, μηχανισμός μεταγωγής τροφοδοσίας, μηχανισμός εναλλαγής ταχύτητας οριζόντιας ατράκτου, κιβώτιο ταχυτήτων και άξονας, κορμός με κεφαλή άξονα, συσκευή ασφαλείας, μηχανισμός εναλλαγής ταχύτητας κάθετου άξονα, ανάρτηση, κονσόλα.
2.3 Συσκευές και λειτουργία του μηχανήματος και των κύριων μερών του.
Έλεγχοι και σκοπός τους:
- Λαβή χειροκίνητου κάθετου αναδευόμενου τραπεζιού
Σφόνδυλος για χειροκίνητη εγκάρσια κίνηση του έλκηθρου
Μοχλός ενεργοποίησης κάθετης τροφοδοσίας
Σκουλήκι για δειγματοληψία αντίστροφης αντίδρασης σε μια διαμήκη βίδα
Χειροτροχός για χειροκίνητη κίνηση του τραπεζιού
Επιτραπέζιο σφιγκτήρα
Διακόπτης "Φωτισμός"
Λαβή σφιγκτήρα μανίκι ατράκτου
Βαλβίδα ψύξης
Λαβή διακόπτη ισχύος
Κουμπί γρήγορης κίνησης πίνακα
Κουμπί εκκίνησης
Κουμπί έκτακτης ανάγκης "Stop".
Λαβή σφιγκτήρα ολίσθησης
Μοχλός ενεργοποίησης διασταυρούμενης τροφοδοσίας
Λαβή σφιγκτήρα κονσόλας
Διακόπτης κινητήρα τροφοδοσίας
Διακόπτης αντλίας ψύξης
Οριζόντιος διακόπτης κατεύθυνσης περιστροφής άξονα
Πιέστε το κουμπί
Διακόπτης κατεύθυνσης περιστροφής κάθετου άξονα
Μοχλός υπέρβασης οριζόντιας ατράκτου
Μοχλός ταχυτήτων οριζόντιος άξονας
Χειροκίνητη κίνηση του κορμού
Σφιγκτήρας κορμού στο πλαίσιο
Σφίξιμο της κεφαλής φρεζαρίσματος στον κορμό
Σκουλήκι που γυρίζει την κεφαλή φρεζαρίσματος στο διάμηκες επίπεδο του τραπεζιού
Κεφαλή περιστροφής σκουληκιών φρεζάρισμα στο εγκάρσιο επίπεδο του τραπεζιού
Λαβή αντικατάστασης κάθετης ατράκτου
Πόμολο μεταγωγής τροχαλίας κάθετης ατράκτου
Επιλογέας ταχυτήτων κάθετος άξονας
Λαβή για τη μετακίνηση του χιτωνίου της κάθετης ατράκτου
Μοχλός για διαμήκη τροφοδοσία
Λαβή αλλαγής ταχυτήτων
Μοχλός αλλαγής ταχυτήτων τροφοδοσίας
Βίδες για σύσφιξη του έλκηθρου της μηχανής 6T80
Κουμπί διακοπής
Οι άξονες κινούνται από ηλεκτρικούς κινητήρες μέσω μετάδοσης με ιμάντα V.
Οι άξονες έχουν 12 διαφορετικές ταχύτητες που επιτυγχάνονται με τη μετακίνηση των μπλοκ γραναζιών κατά μήκος των νηματισμένων αξόνων.
Το καλώδιο τροφοδοσίας διοχετεύεται από τον ηλεκτροκινητήρα μέσω της ζεύξης, από τον άξονα IX στο κουτί τροφοδοσίας. Μετακινώντας τα μπλοκ ταχυτήτων, το κιβώτιο τροφοδοσίας παρέχει 18 διαφορετικές τροφοδοσίες, οι οποίες μεταδίδονται στον άξονα XUI της κονσόλας και στη συνέχεια, όταν είναι ενεργοποιημένος ο αντίστοιχος συμπλέκτης έκκεντρου, στις βίδες διαμήκους, εγκάρσιας και κάθετης κίνησης.
Οι επιταχυνόμενες κινήσεις πραγματοποιούνται από τον ηλεκτροκινητήρα μέσω των αξόνων IX, X, KhP, XU, του ηλεκτρομαγνητικού και του συμπλέκτη υπέρβασης στον άξονα CL της κονσόλας.
Η συμπερίληψη και η αντιστροφή των διαμήκων, εγκάρσιων, κατακόρυφων τροφοδοτήσεων πραγματοποιείται με συμπλέκτες έκκεντρου διπλής όψης.
Εικόνα 2.1 Κινηματικό σχήμα.
Το κρεβάτι είναι το βασικό μέρος του μηχανήματος, στο οποίο είναι τοποθετημένα όλα τα άλλα εξαρτήματα και μηχανισμοί. Η βάση του κρεβατιού συνδέεται άκαμπτα με την πλάκα (βάση), η οποία είναι η δεξαμενή του ψυκτικού υγρού.
Μια κατακόρυφη κεφαλή άξονα είναι τοποθετημένη στον κορμό του μηχανήματος 6T80Sh και οι βραχίονες ανάρτησης συνδέονται στους οδηγούς κορμού
για εργασία με μακριά μαντρέλια. Οι αναρτήσεις έχουν ρουλεμάν κύλισης και ρουλεμάν ολίσθησης. Οι κρεμάστρες στα μηχανήματα δεν είναι εναλλάξιμες· για να τοποθετήσετε τις κρεμάστρες, γυρίστε το κεφάλι προς τα πάνω.
Το κιβώτιο ταχυτήτων του οριζόντιου άξονα είναι τοποθετημένο στο πλαίσιο. Η σύνδεση με τον ηλεκτροκινητήρα πραγματοποιείται μέσω κιβωτίου ταχυτήτων με ιμάντα V. Επιθεώρηση και πρόσβαση στο κιβώτιο ταχυτήτων - από το παράθυρο της μονάδας αλλαγής ταχυτήτων στην παρθένα πλευρά του κρεβατιού.
Η κίνηση της κατακόρυφης ατράκτου της μηχανής πραγματοποιείται από έναν ηλεκτρικό κινητήρα τοποθετημένο στην κορυφή της κεφαλής μέσω κίνησης ιμάντα V, συμπλέκτη κυλίνδρου και κιβωτίου ταχυτήτων.
Ο άξονας είναι τοποθετημένος σε συρόμενο χιτώνιο. Η κεφαλή ατράκτου της μηχανής 6T80Sh συνδέεται στον κορμό μέσω ενός σφιγκτήρα και μπορεί να περιστραφεί στις εγκάρσιες και διαμήκεις κατευθύνσεις του τραπεζιού.
Η μονάδα τροφοδοσίας βρίσκεται στην κονσόλα. Μπροστά, ένας ηλεκτροκινητήρας με φλάντζα είναι ενσωματωμένος στο κάτω μέρος της κονσόλας, ένα κουτί τροφοδοσίας με μηχανισμό μεταγωγής τροφοδοσίας και ένας μηχανισμός για την ενεργοποίηση της κάθετης κίνησης του τραπεζιού είναι τοποθετημένος στην αριστερή πλευρά της κονσόλας, στα δεξιά - ένας μηχανισμός για την ενεργοποίηση της εγκάρσιας κίνησης του τραπεζιού.
Το κιβώτιο δεκαοκτώ ταχυτήτων διαθέτει αλυσίδα γρήγορης διαδρομής με συμπλέκτης ασφαλείας, εξαιρουμένης της πιθανότητας θραύσης της μονάδας τροφοδοσίας κατά τη διάρκεια υπερφόρτωσης.
Ένας ηλεκτρομαγνητικός συμπλέκτης και ένας συμπλέκτης υπερχείλισης είναι τοποθετημένοι στον ίδιο άξονα με συμπλέκτη ασφαλείας. Η ενεργοποίηση των γρήγορων κινήσεων του τραπεζιού πραγματοποιείται με το κουμπί. Ο μηχανισμός μεταγωγής τροφοδοσίας αποτελείται από λαβές έκκεντρου με αυλακώσεις προφίλ, σκέλος και μοχλούς για την αλλαγή ταχυτήτων.
Η αλλαγή γραναζιών του κιβωτίου τροφοδοσίας συμβαίνει όταν το άκρο περιστρέφεται γύρω από τον άξονα και όταν ο άξονας περιστρέφεται με τη λαβή.
Η συμπερίληψη των κατακόρυφων και εγκάρσιων μηχανικών κινήσεων του τραπεζιού γίνεται με λαβές Η φορά κίνησης των λαβών συνδέεται μνημονικά με την κατεύθυνση κίνησης του τραπεζιού.
Η χειροκίνητη κατακόρυφη κίνηση του τραπεζιού πραγματοποιείται με λαβή, εγκάρσια - με σφόνδυλο.
Το πίσω τοίχωμα της κονσόλας είναι κατασκευασμένο με τη μορφή οδηγών χελιδονοουράς.
Το πάνω μέρος της κονσόλας έχει ορθογώνιες ράγες κατά μήκος των οποίων κινείται το έλκηθρο.
Το έλκηθρο κινείται εγκάρσια στην κονσόλα και έχει οδηγούς για το τραπέζι.
Μια διαμήκης βίδα τροφοδοσίας συνδέεται στο τραπέζι. Στο έλκηθρο υπάρχουν κωνικά γρανάζια που περιστρέφουν τη βίδα, λαβές και μηχανισμός για την ενεργοποίηση της διαμήκους τροφοδοσίας.
Όταν εργάζεστε με φρεζάρισμα αναρρίχησης, παρέχεται μια επιλογή από κενά μεταξύ των σπειρωμάτων της μολύβδου βίδας και των παξιμαδιών περιστρέφοντας το σκουλήκι.
Όταν εργάζεστε με τη μέθοδο άλεσης, η μολύβδινη βίδα φθείρεται πολύ. Επομένως, εάν μια εργασία εκτελείται στο μηχάνημα για μεγάλο χρονικό διάστημα, η περιοχή εργασίας με τη βίδα πρέπει να αλλάξει.
Για τη διεξαγωγή της διασταυρούμενης τροφοδοσίας, χρησιμοποιείται ένα στήριγμα με παξιμάδι, το οποίο στερεώνεται στο σώμα της πλάκας και συνδέεται με τη βίδα της κονσόλας.
3. Κύρια τεχνικά στοιχεία και χαρακτηριστικά του μηχανήματος.
Διαστάσεις της επιφάνειας εργασίας του τραπεζιού (μήκος x πλάτος), mm 200 x 800
Αριθμός θυρίδων T τραπεζιού 3
Η μεγαλύτερη κίνηση του τραπεζιού, mm
κατά μήκος 560
εγκάρσιο 220
Απόσταση από τον άξονα της οριζόντιας ατράκτου μέχρι την επιφάνεια εργασίας του τραπεζιού, mm
τουλάχιστον 0
μεγαλύτερο 400
Απόσταση από το άκρο της κάθετης ατράκτου μέχρι την επιφάνεια εργασίας του τραπεζιού, mm
τουλάχιστον 15
μεγαλύτερο 400
Γωνία περιστροφής της κεφαλής της ατράκτου, χαλάζι
στο διάμηκες επίπεδο του πίνακα ± 45
στο εγκάρσιο επίπεδο του τραπεζιού (προς το πλαίσιο) 30
στο εγκάρσιο επίπεδο του τραπεζιού (από το κρεβάτι) 45
Χτύπημα μανίκι κεφαλής άξονα, mm 70
Αριθμός ταχυτήτων ατράκτου (οριζόντια / κάθετα) 12
Όρια ταχύτητας ατράκτου, min -1
οριζόντια 50-2240
κάθετος 56-2500
Αριθμός συμμετοχών τραπεζιού 18
Όρια τροφοδοσίας πίνακα, mm/min
διαμήκης και εγκάρσια 20-1000
κατακόρυφο 10-500
Ταχύτητα γρήγορης κίνησης τραπεζιού, m/min
διαμήκης και εγκάρσια 3.35
κάθετη 1.7
Η τιμή της διαίρεσης των άκρων της κίνησης του τραπεζιού, mm
διαμήκης και εγκάρσια 0,05
κατακόρυφο 0,02
Η τιμή της διαίρεσης ενός άκρου κίνησης ενός χιτωνίου κάθετης ατράκτου, mm 0,05
Συνολικές διαστάσεις του μηχανήματος (μήκος x πλάτος x ύψος), mm 1600x1875x2080
Βάρος μηχανής (με ηλεκτρολογικό εξοπλισμό), kg 1430
4. Το εργαλείο που χρησιμοποιείται στην επεξεργασία στο μηχάνημα.
Η μηχανή οριζόντιας κονσόλας φρεζαρίσματος 6T80Sh διακρίνεται από την παρουσία μιας κονσόλας και την οριζόντια θέση του άξονα κατά την επεξεργασία κυλινδρικών, γωνιακών και διαμορφωμένων κοπτικών επίπεδων και διαμορφωμένων επιφανειών τεμαχίων εργασίας από διάφορα υλικά. Μπορούν επίσης να χρησιμοποιηθούν μύλοι και τελικοί μύλοι.
Στην επεξεργασία αεροπλάνων χρησιμοποιούνται κυλινδρικοί κόφτες. Αυτοί οι κόφτες μπορούν να είναι με ίσια και ελικοειδή δόντια. Οι φρέζες με ελικοειδή δόντια λειτουργούν ομαλά. χρησιμοποιούνται ευρέως στην κατασκευή. Οι ίσιοι κόφτες χρησιμοποιούνται μόνο για στενές επιφάνειες όπου τα πλεονεκτήματα των ελικοειδών κοπτών δεν έχουν μεγάλη επίδραση στη διαδικασία κοπής. Κατά τη λειτουργία των κυλινδρικών κοπτικών με ελικοειδή δόντια, εμφανίζονται αξονικές δυνάμεις, οι οποίες, με γωνία κλίσης δοντιού OMEGA = 30 -: - 45 *, φτάνουν σε σημαντική τιμή. Ως εκ τούτου, χρησιμοποιούνται κυλινδρικοί διπλοί κόφτες, στους οποίους ελικοειδή δόντια κοπής έχουν διαφορετική κατεύθυνση κλίσης. Αυτό σας επιτρέπει να εξισορροπείτε τις αξονικές δυνάμεις που ασκούνται στους κόπτες κατά τη διαδικασία κοπής. Στη διασταύρωση των κοπτικών, οι ακμές κοπής του ενός κοπτικού επικαλύπτονται από τις κοπτικές άκρες του άλλου. Οι κυλινδρικοί κόφτες είναι κατασκευασμένοι από χάλυβα υψηλής ταχύτητας και είναι επίσης εξοπλισμένοι με ένθετα καρβιδίου, επίπεδα και ελικοειδή.
Οι γωνιακοί κόφτες χρησιμοποιούνται για γωνιακές σχισμές φρεζαρίσματος και κεκλιμένα επίπεδα. Οι κοπτήρες μονής γωνίας έχουν κοπτικές άκρες τοποθετημένες κωνική επιφάνειακαι πισινό. Οι κοπτήρες διπλής γωνίας έχουν κοπτικές άκρες που βρίσκονται σε δύο παρακείμενες κωνικές επιφάνειες. Οι γωνιακοί κόφτες χρησιμοποιούνται ευρέως στη βιομηχανία εργαλείων για άλεσμα αυλακώσεων τσιπ διαφόρων εργαλείων. Κατά τη διαδικασία εργασίας με κοπτήρες μονής γωνίας, προκύπτουν αξονικές δυνάμεις κοπής, καθώς η κοπή του μετάλλου του τεμαχίου εργασίας πραγματοποιείται κυρίως με ακμές κοπής που βρίσκονται σε κωνική επιφάνεια. Στους κόπτες δύο γωνιών, οι αξονικές δυνάμεις που προκύπτουν από τη λειτουργία δύο γειτονικών γωνιακών άκρων του δοντιού αντισταθμίζουν κάπως η μία την άλλη και όταν λειτουργούν συμμετρικοί κόφτες δύο γωνιών, εξισορροπούνται αμοιβαία. Επομένως, οι κοπτήρες διπλής γωνίας λειτουργούν πιο ομαλά. Οι γωνιοκόφτες μικρών μεγεθών κατασκευάζονται μύλοι με κυλινδρικό ή κωνικό στέλεχος.
Οι διαμορφωμένοι κόφτες χρησιμοποιούνται ευρέως στην επεξεργασία διαφόρων διαμορφωμένων επιφανειών. Τα πλεονεκτήματα της χρήσης μορφοποιημένων φρέζων είναι ιδιαίτερα έντονα κατά τη μηχανική κατεργασία τεμαχίων με μεγάλη αναλογία μήκους προς πλάτος των προς άλεση επιφανειών. Οι επιφάνειες με κοντό σχήμα σε μεγάλης κλίμακας παραγωγή επεξεργάζονται καλύτερα με διάτρηση. Σύμφωνα με το σχέδιο των δοντιών, οι διαμορφωμένοι κόφτες χωρίζονται σε κόφτες με πίσω δόντια και σε κόφτες με μυτερά (κοφτερά) δόντια.
Οι τελικοί μύλοι χρησιμοποιούνται ευρέως στην επεξεργασία επιπέδων σε μηχανές κάθετης φρεζαρίσματος. Ο άξονάς τους ρυθμίζεται κάθετα στο κατεργασμένο επίπεδο του εξαρτήματος. Σε αντίθεση με τους κυλινδρικούς κοπτήρες, όπου όλα τα σημεία των κοπτικών άκρων σχηματίζουν προφίλ και σχηματίζουν την επεξεργασμένη επιφάνεια, στους μύλους προσώπου, μόνο οι κορυφές των κοπτικών άκρων των δοντιών είναι προφίλ. Οι ακμές κοπής είναι βοηθητικές. Η κύρια εργασία κοπής εκτελείται από τις πλευρικές κοπτικές ακμές που βρίσκονται στην εξωτερική επιφάνεια.
Οι ακραίοι μύλοι χρησιμοποιούνται για την επεξεργασία βαθιών αυλακώσεων σε μέρη του σώματος εσοχών περιγράμματος, προεξοχές, αμοιβαία κάθετα επίπεδα. Οι ακραίοι μύλοι στον άξονα της μηχανής τοποθετούνται με κωνικό ή κυλινδρικό στέλεχος. Σε αυτούς τους κοπτήρες, η κύρια εργασία κοπής εκτελείται από τις κύριες ακμές κοπής που βρίσκονται στην κυλινδρική επιφάνεια και οι βοηθητικές ακμές κοπής καθαρίζουν μόνο το κάτω μέρος της αυλάκωσης. Τέτοιοι κόφτες κατασκευάζονται συνήθως με ελικοειδή ή λοξότμητα δόντια. Η γωνία κλίσης των δοντιών φτάνει τα 30-45 *. Η διάμετρος των ακραίων μύλων επιλέγεται να είναι μικρότερη (μέχρι 0,1 mm) του πλάτους του αυλακιού, αφού το αυλάκι σπάει κατά τη διάρκεια του φρεζαρίσματος.
Οι ακραίοι μύλοι τοποθετούνται με φλάντζα προσαρμογέα. Το μανδρέλι στο κωνικό άξονα στερεώνεται με ράβδο. Μια φλάντζα προσαρμογέα τοποθετείται στο λαιμό του μανδρελιού και ένας κόφτης, ο οποίος στερεώνεται με μια βίδα. Οι φρέζες με αυλάκωση για το κλειδί στην τρύπα τοποθετούνται σε μανδρέλι με ώμο, που έχει αυλακώσεις για τις ακίδες του άξονα.
Οι μύλοι πρόσοψης και άκρου με στέλεχος κωνικού μορς είναι τοποθετημένοι στην κωνική ατράκτου μέσω ενός χιτωνίου προσαρμογέα.
Φρέζες μεγάλης διαμέτρου με κυλινδρικό κάτω τμήμα στο άκρο, αυλακώσεις και τέσσερις διαμπερείς οπές τοποθετούνται απευθείας στην κεφαλή του άξονα και στερεώνονται με βίδες.
Κατά την εγκατάσταση του εργαλείου, θα πρέπει να θυμόμαστε ότι η ακρίβεια της επεξεργασίας και η ανθεκτικότητα του εργαλείου επηρεάζονται αρνητικά από την εξάντλησή του. Ως εκ τούτου, είναι απαραίτητο να παρακολουθείται η ποιότητα του κοπτικού εργαλείου, των μανδρελιών και των ενδιάμεσων δακτυλίων.
5. Ανάπτυξη συστήματος PPR και συντήρηση μηχανημάτων
5.1 Βασικές διατάξεις του συστήματος PPR της μηχανής
Η προγραμματισμένη προληπτική συντήρηση πρέπει να νοείται ως ένα σύνολο οργανωτικών και τεχνικών μέτρων που στοχεύουν στην αποκατάσταση της απόδοσης των μηχανών.
Το σύστημα προγραμματισμένης προληπτικής συντήρησης (PPR) καθιερώνει τη διενέργεια προληπτικών επιθεωρήσεων και προγραμματισμένων επισκευών κάθε μονάδας αφού έχει επεξεργαστεί έναν δεδομένο αριθμό ωρών.
Η συχνότητα και η εναλλαγή των επιθεωρήσεων και των προγραμματισμένων επισκευών καθορίζονται από τα χαρακτηριστικά του εξοπλισμού, τον σκοπό και τις συνθήκες λειτουργίας του.
Το σύστημα PPR προβλέπει τις ακόλουθες εργασίες συντήρησης στον εξοπλισμό:
- συντήρηση γενικής επισκευής, η οποία περιλαμβάνει παρακολούθηση της συμμόρφωσης με τους κανόνες λειτουργίας του εξοπλισμού, ιδίως των μηχανισμών ελέγχου, των προφυλακτήρων και των συσκευών λίπανσης·
έγκαιρη εξάλειψη μικρών βλαβών. ρύθμιση των μηχανισμών.
επιθεώρηση για τον έλεγχο της κατάστασης του εξοπλισμού, την εξάλειψη μικρών βλαβών και τον εντοπισμό του όγκου των προπαρασκευαστικών εργασιών που πρέπει να εκτελεστούν κατά την επόμενη προγραμματισμένη επισκευή.
Οι επιθεωρήσεις μεταξύ προγραμματισμένων επισκευών του εξοπλισμού πραγματοποιούνται σύμφωνα με μηνιαίο πρόγραμμα από επισκευαστές.
5.2 Δομή του κύκλου επισκευής του μηχανήματος
Για τη μηχανή 6T80Sh, που κατασκευάστηκε πριν από το 1967. Η δομή του κύκλου επισκευής θα μοιάζει με αυτό:
Όπου Κ- εξετάζω και διορθώνω επιμελώς; M - μικρές επισκευές. Γ - μεσαία επισκευή. Α, εξετάσεις.
Αυτός ο κύκλος περιλαμβάνει: γενικές επισκευές - 1, μεσαίες - 2, μικρές - 6, επιθεωρήσεις - 9.
5.3 Υπολογισμός της συχνότητας του κύκλου επισκευής και της αξίας της περιόδου γενικής επισκευής.
Η διάρκεια του κύκλου επισκευήςοι εργαλειομηχανές καθορίζονται από το γινόμενο του καθορισμένου τυπικού χρόνου λειτουργίας για κάθε εξοπλισμό.
T r.c. \u003d 24000 K om K mi K έως K σε K σε K km, (1)
T r.c. \u003d 24000 1 1 1 0,5 1 1 \u003d 12000 n / h.
Όπου: 24.000 h είναι ένας τυπικός συντελεστής που χαρακτηρίζει τη διάρκεια του κύκλου επισκευής για εξοπλισμό κοπής μετάλλων.
K ohm - συντελεστής λαμβάνοντας υπόψη το υλικό που υποβάλλεται σε επεξεργασία, K ohm \u003d 1
K mi - συντελεστής λαμβάνοντας υπόψη το υλικό του χρησιμοποιούμενου εργαλείου, K mi \u003d 1
Кto είναι ένας συντελεστής που λαμβάνει υπόψη την κατηγορία ακρίβειας του εξοπλισμού, Кto =1
K in - συντελεστής λαμβάνοντας υπόψη την ηλικία του εξοπλισμού K σε \u003d 0,5
K y - συντελεστής λαμβάνοντας υπόψη τις συνθήκες λειτουργίας του εξοπλισμού, K y \u003d 1
K km - συντελεστής λαμβάνοντας υπόψη την κατηγορία μάζας του εξοπλισμού K km = 1
Για τον προσδιορισμό της διάρκειας του κύκλου επισκευής σε χρόνια, είναι απαραίτητο να προσδιοριστεί το πραγματικό ετήσιο κεφάλαιο του χρόνου λειτουργίας ενός εξαρτήματος εξοπλισμού χρησιμοποιώντας τον ακόλουθο τύπο:
(2)
όπου: Fn είναι το ονομαστικό ετήσιο κεφάλαιο του χρόνου λειτουργίας του εξοπλισμού, Fn = 2070 h.
? - το ποσοστό απώλειας χρόνου λειτουργίας εξοπλισμού για επισκευή και συντήρηση (2%).
Η διάρκεια του κύκλου επισκευής σε χρόνια:
(3)
Για τον προσδιορισμό της διάρκειας των περιόδων γενικής επισκευής και ενδοεπιθεώρησης, είναι απαραίτητη η δομή του κύκλου επισκευής:
K-O-M 1 -O-M 2 -O-C 1 -O-M 3 - O-M 4 -O-C 2 -O-M 5 -O-M 6 -O-K,
Η διάρκεια της περιόδου γενικής επισκευής καθορίζεται από τον τύπο:
(4)
όπου n s, - ποσότηταμέσες επισκευές, n s \u003d 2
n m - ο αριθμός των μικρών επισκευών, n m \u003d 6
Η διάρκεια της περιόδου επιθεώρησης καθορίζεται από τον τύπο:
(5)
όπου n o - ο αριθμός των επιθεωρήσεων, n o \u003d 9
5.4 Ανάπτυξη προγράμματος επισκευής.
| Αναγνώριση εξοπλισμού | Μοντέλο, τύπος εξοπλισμού | Ομάδα πολυπλοκότητας επισκευής | Περίοδος γενικής επισκευής, μήνες | Δουλειά με βάρδιες | Τελευταία ανακαίνιση | Είδος εργασίας και ένταση εργασίας ανά μήνες | ||||||||||||
| ημερομηνία | Θέα | Εγώ | II | III | IV | V | VI | VII | VIII | IX | Χ | XI | XII | |||||
| Οριζόντια φρεζάρισμαπρόβολος |
6T80Sh | 7/3 | 8 | 1 | XII | ΠΡΟΣ ΤΗΝ | ΣΧΕΤΙΚΑ ΜΕ | Μ | ΣΧΕΤΙΚΑ ΜΕ | |||||||||
5.5 Υπολογισμός της έντασης εργασίας των προγραμματισμένων επισκευών μηχανικών και ηλεκτρολογικών μερών.
Η πολυπλοκότητα των εργασιών επισκευής για τον κύκλο επισκευής του μηχανικού μέρους του εξοπλισμού, h:
(6)
–
- πρότυπα εργασίας
μικρές, μεσαίες και μεγάλες επισκευές ανά μονάδα πολυπλοκότητας επισκευής του μηχανικού μέρους, t m. m. =6; t γ. m =9; t k.m =50
Η πολυπλοκότητα των εργασιών επισκευής για τον κύκλο επισκευής του ηλεκτρικού τμήματος του εξοπλισμού, h:
(7)
όπου 1,05 είναι ένας συντελεστής που λαμβάνει υπόψη το απόθεμα της έντασης εργασίας για απρόβλεπτες επισκευές.
–
συνολική δυνατότητα συντήρησης του μηχανικού μέρους του εξοπλισμού·
- πρότυπα εργασίας
μικρές, μεσαίες και μεγάλες επισκευές ανά μονάδα πολυπλοκότητας επισκευής του ηλεκτρικού τμήματος, t m. m. \u003d 1,5; t γ. m =0; t k.m = 12,5
Η συνολική ένταση εργασίας των εργασιών επισκευής
(8)
5.6 Υπολογισμός της διάρκειας της επισκευής και της σύνθεσης της ομάδας επισκευής
Το πραγματικό ταμείο χρόνου στην επιχείρηση
(9)
Σύμφωνα με το ημερολόγιο παραγωγής για το 2011, το ονομαστικό ταμείο χρόνου είναι 2037 ώρες.
F d - το πραγματικό ετήσιο ταμείο χρόνου για έναν εργαζόμενο, F d \u003d 2037 h.
?– ποσοστό απώλειας χρόνου εργασίας για καλούς λόγους (15%)
Αριθμός εργαζομένων
(10)
όπου N είναι ο αριθμός των εργαζομένων,
T r.gen. - η συνολική πολυπλοκότητα της γενικής επισκευής.
k n - ο προγραμματισμένος συντελεστής απόδοσης των προτύπων παραγωγής, kn = 1,2.
(11)
(12)
Για την επισκευή του μηχανήματος μοντέλου 6T80SH, χρειάζεστε: 1 μηχανικό (5 κατηγορίες), 1 ηλεκτρολόγο (5 κατηγορίες).
ΣΥΜΠΕΡΑΣΜΑ
Σε αυτό θητείαπαρουσιάστηκε μια τεχνική περιγραφή της μηχανής οριζόντιας κονσόλας φρεζαρίσματος 6T80Sh. Εξετάζονται ερωτήσεις σχετικά με την οργάνωση της υπηρεσίας επισκευής στην επιχείρηση, καθορίζονται ερωτήσεις σχετικά με την προετοιμασία ενός χρονοδιαγράμματος εργασιών συντήρησης, καθορίζεται η ένταση εργασίας των εργασιών επισκευής, ο κύκλος επισκευής, η γενική επισκευή και η περίοδος γενικής επισκευής για ένα δεδομένο μηχάνημα.
ΒΙΒΛΙΟΓΡΑΦΙΑ
και τα λοιπά.................
Κονσόλα- φρέζεςη πιο κοινή. Ο πίνακας φρεζαρίσματος κονσόλας με διαφάνεια βρίσκεται στην κονσόλα και κινείται προς τρεις κατευθύνσεις: διαμήκη, εγκάρσια και κάθετη.
Οι μηχανές φρεζαρίσματος κονσόλας χωρίζονται σε οριζόντια φρέζα (με σταθερό τραπέζι), γενικής χρήσης φρεζάρισμα (με περιστροφικό τραπέζι), κάθετη φρέζα και γενική. Με βάση κάθετες φρέζες, φρέζες αντιγραφής, μηχανές με διαχείριση προγράμματοςκαι τα λοιπά.
Οι μηχανές φρεζαρίσματος κονσόλας έχουν σχεδιαστεί για να εκτελούν διάφορα εργασίες φρεζαρίσματοςκυλινδρικοί, δίσκοι, άκροι, γωνιακοί, ακραίοι, μορφοποιημένοι και άλλοι κόφτες στις συνθήκες παραγωγής μονής και παρτίδας. Μπορούν να αλέσουν μια ποικιλία τεμαχίων εργασίας κατάλληλων μεγεθών (ανάλογα με το μέγεθος της επιφάνειας εργασίας του τραπεζιού) από χάλυβα, χυτοσίδηρο, μη σιδηρούχα μέταλλα, πλαστικά και άλλα υλικά. Σε μηχανές άλεσης γενικής χρήσης με περιστροφικό τραπέζι, χρησιμοποιώντας διαχωριστική κεφαλή, μπορείτε να φρεζάρετε ελικοειδείς αυλακώσεις σε εργαλεία κοπής (τρυπάνια, κοπτήρες κ.λπ.) και σε άλλα μέρη, καθώς και να κόψετε τα δόντια των οδοντωτών τροχών κουνίσματος και ελικοειδούς κουνίσματος. Τα μηχανήματα ευρείας χρήσης είναι σχεδιασμένα για να εκτελούν διάφορες εργασίες φρεζαρίσματος, διάτρησης και απλής διάτρησης, κυρίως σε συνθήκες ενιαίας παραγωγής (σε πειραματικά, εργαλειομηχανά, επισκευαστήρια κ.λπ.).
Ο πίνακας δείχνει τις τιμές της κύριας παραμέτρου - το πλάτος του πίνακα, ανάλογα με το μέγεθος (αριθμό) του μηχανήματος.
Φρέζες κονσόλας μικρών διαστάσεων με πλάτος τραπεζιού 160 mm
Αυτά τα Μηχανήματα έχουν σχεδιαστεί για την επεξεργασία μικρών τεμαχίων, κυρίως από μη σιδηρούχα μέταλλα και κράματα, πλαστικά και για φινίρισμα τεμαχίων κατεργασίας από χάλυβα και χυτοσίδηρο. Οι αυτοματοποιημένες μηχανές επιτρέπουν την επεξεργασία σύμφωνα με έναν δεδομένο κύκλο.
Φρέζες κονσόλας Νο 0 με πλάτος τραπεζιού 200 mm
Οι μηχανές είναι σχεδιασμένες για άλεση μικρών τεμαχίων από χάλυβα, χυτοσίδηρο, μη σιδηρούχα μέταλλα και κράματα, πλαστικά. Κατασκευάζονται στο εργοστάσιο εργαλειομηχανών του Βίλνιους "Zalgiris" σε τρεις κύριες εκδόσεις: οριζόντια μοντέλα 6M80G, καθολικά μοντέλα 6M80 και κάθετα μοντέλα 6M10. Με βάση αυτά τα μοντέλα, το εργοστάσιο παράγει καθολικά (μοντέλα 6P80Sh), αντιγραφικά (μοντέλα 6P10K) και λειτουργία αυτοματοποιημένων μηχανών.
Φρέζες κονσόλας Νο 1 με πλάτος τραπεζιού 250 mm
Τα μηχανήματα κατασκευάζονται από το Dmitrov Plant of Milling Machines (DZFS). Το εργοστάσιο παράγει μηχανές της σειράς P των ακόλουθων μοντέλων: 6R81G - οριζόντια φρεζάρισμα, 6R81 - γενική άλεση, 6R11 - κάθετη φρεζάρισμα και 6R81Sh - ευρείας χρήσης. Όλα αυτά τα μοντέλα μηχανών είναι ενοποιημένα (κιβώτιο ταχυτήτων, κιβώτιο τροφοδοσίας, κιβώτιο όπισθεν, κονσόλα, μηχανισμός μεταγωγής κιβωτίου ταχυτήτων κ.λπ.). Ορισμένες ομάδες διαφέρουν κυρίως σε μέρη του σώματος (τραπέζια, κρεβάτια κ.λπ.). Προηγουμένως, το εργοστάσιο παρήγαγε μηχανές φρεζαρίσματος κονσόλας της σειράς H: 6N81G, 6N81 και 6N11.
Κινηματικό σχήμα μηχανών
Στο σχ. Το σχήμα 115 δείχνει το κινηματικό διάγραμμα των μηχανών 6R81G και 6R81. Το κινηματικό διάγραμμα της κάθετης φρέζας 6P11 διαφέρει από το κινηματικό διάγραμμα των μηχανών 6P81G και 6P81 στην κατακόρυφη διάταξη του άξονα.
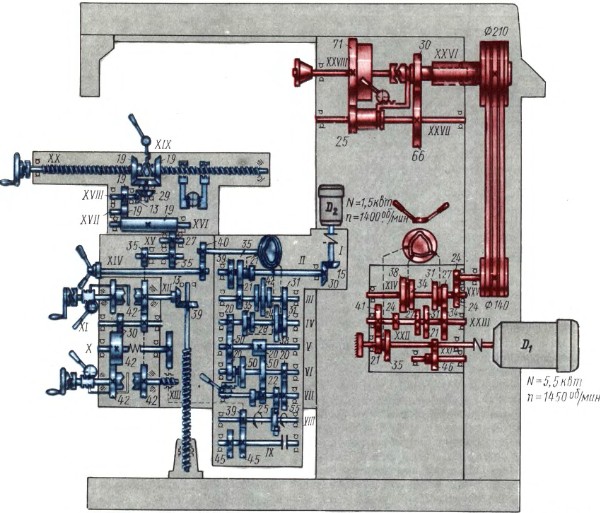
Ρύζι. 115. Κινηματικό διάγραμμα μηχανών φρεζαρίσματος κονσόλας μοντέλα 6P81 και 6P81G
Αλυσίδα της κύριας κίνησης. Από έναν ηλεκτροκινητήρα 5,5 kW με ταχύτητα 1450 rpm, η κίνηση μεταδίδεται μέσω ενός ημιάκαμπτου συνδέσμου (άξονας XXII) στον άξονα XXIII μέσω δύο επιλογέςμεταδόσεις: 35:27 ή 21:41. Στο μέλλον, πάντα ο αριθμός του γραναζιού στο κινηματικό διάγραμμα σημαίνει τον αριθμό των δοντιών του. Έτσι, ο άξονας XXIII μπορεί να λάβει δύο διαφορετικές ταχύτητες.
Πρέπει να σημειωθεί ότι με σταθερό συντελεστή, θεωρητικά, προϋπόθεση για τη συνοχή των γραναζιών είναι το άθροισμα των αριθμών των δοντιών των συζευγμένων ζευγών τροχών να είναι σταθερό.
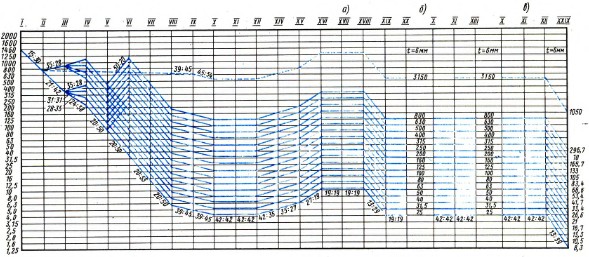
Για μεγαλύτερη σαφήνεια και σαφήνεια, θα αναλύσουμε την κινηματική αλυσίδα της κύριας κίνησης ταυτόχρονα σύμφωνα με το κινηματικό σχήμα (Εικ. 115) και σύμφωνα με το λεγόμενο δομικό διάγραμμα (πλέγμα) της ταχύτητας του άξονα (Εικ. 116). Εμφανίζεται στο σχ. 116 το πλέγμα των αριθμών περιστροφής δίνει μια οπτική αναπαράσταση όχι μόνο όλων των στροφών ανά λεπτό όλων των αξόνων του μηχανισμού, αλλά και των γραναζιών μέσω των οποίων λαμβάνεται καθένας από αυτούς τους αριθμούς. Στο διάγραμμα, σχεδιάζονται 7 κάθετες γραμμές σε ίση απόσταση μεταξύ τους, σύμφωνα με τον αριθμό των κυλίνδρων του κιβωτίου ταχυτήτων (άξονες XXII-XXVII, βλ. Εικ. 116), καθώς και οριζόντιες γραμμές. Οι αποστάσεις μεταξύ κάθετων και οριζόντιων γραμμών εξαρτώνται από την επιλεγμένη κλίμακα.
![]()
Ρύζι. 116. Γράφημα του αριθμού στροφών εργαλειομηχανών των μοντέλων 6P81, 6P81G και 6P11
Τα σημεία τομής κάθετων και οριζόντιων γραμμών κατά μήκος της κατακόρυφου αντιστοιχούν στον αριθμό των περιστροφών (σε οποιονδήποτε από τους ενδιάμεσους άξονες) που υποδεικνύεται από την αριθμητική τιμή στον άξονα (άξονας XXVIII). Από τον άξονα XXIII στον άξονα XXIV, η κίνηση μεταδίδεται μέσω ενός από τα τέσσερα ζεύγη γραναζιών: 34:27, 31:31, 27:34 ή 24:38 (βλ. Εικ. 115 και Εικ. 116). Εδώ, η συνθήκη πρόσφυσης (11) ικανοποιείται επίσης με ακρίβεια ενός: και για τα τέσσερα ζεύγη, το άθροισμα των αριθμών των δοντιών του γραναζιού είναι 61 ή 62, αντίστοιχα (με σταθερό μέτρο m - 2,5 mm).
Είναι εύκολο να δούμε ότι αν από έναν άξονα με n διαφορετικές ταχύτητες η κίνηση μεταδίδεται στον επόμενο άξονα σε m παραλλαγές (m = 2, 3, 4, κ.λπ.), τότε ο αριθμός των διαφορετικών ταχυτήτων αυτού του άξονα θα είναι ίσος με το γινόμενο του m n, δηλαδή διπλασιάζεται, τριπλασιάζεται κ.λπ. Έτσι, στην περίπτωσή μας, ο άξονας XXIV μεταδίδεται με δύο ταχύτητες XXIV σε έχει διάφορες επιλογές. Επομένως, ο άξονας XXIV έχει οκτώ (2 4) διαφορετικές ταχύτητες (βλ. εικ. 115 και 116).
Οι αριθμητικές τιμές των στροφών μπορούν να προσδιοριστούν με επαρκή ακρίβεια και σύμφωνα με το γράφημα (βλ. Εικ. 116). Από τον άξονα XXIV στον άξονα XXV, η κίνηση μεταδίδεται μέσω οδοντωτών τροχών 24:24. Από τον άξονα XXV στον άξονα XXVI, η κίνηση μεταδίδεται μέσω ενός κιβωτίου ταχυτήτων με ιμάντα V με σχέση μετάδοσης 2:3. Όταν ο συμπλέκτης που συνδέει τον άξονα XXVI με τον άξονα (άξονας XXVIII) είναι ενεργοποιημένος, είναι δυνατή η μετάδοση υψηλότερες αξίεςταχύτητα ατράκτου (1600, 1250, 1000, 800, 630, 500, 400, 315 σ.α.λ.). Η κίνηση από τον άξονα XXVI στον άξονα μπορεί να μεταδοθεί χρησιμοποιώντας απαρίθμηση, από τον άξονα XXVI στον άξονα XXVII με γρανάζι 30:66 και από τον άξονα XVII στον άξονα XVIII (άτρακτο) με το γρανάζι 25:71. Η σχέση μετάδοσης overdrive είναι περίπου 1/6, δηλαδή το overdrive λειτουργεί σαν κατέβασμα. Έτσι, ο άξονας έχει οκτώ υψηλότερες ταχύτητες όταν λειτουργεί χωρίς απαρίθμηση και οκτώ χαμηλότερους αριθμούς στροφών (250, 200, 160, 125, 100, 80, 63 και 50 σ.α.λ.), δηλαδή συνολικά δεκαέξι διαφορετικές ταχύτητες.
Απευθείας από το κινηματικό διάγραμμα ή από το δομικό διάγραμμα, μπορείτε να γράψετε τις εξισώσεις των κινηματικών αλυσίδων για να προσδιορίσετε και τα δεκαέξι βήματα της ταχύτητας του άξονα. Για να προσδιορίσετε τον μέγιστο αριθμό στροφών του άξονα, είναι απαραίτητο να επιλέξετε τα γρανάζια με τη μεγαλύτερη σχέση μετάδοσης από διάφορες επιλογές γραναζιών από τον έναν άξονα στον άλλο και να καθορίσετε τον ελάχιστο αριθμό στροφών - με τη μικρότερη.
Αλλάξτε την φορά περιστροφής του άξονα αντιστρέφοντας τον κινητήρα.
Αλυσίδα τροφοδοσίας. Οι μηχανισμοί τροφοδοσίας κινούνται από έναν ηλεκτροκινητήρα με φλάντζα 1,5 kW απευθείας συνδεδεμένο στον άξονα Ι με ημιάκαμπτο σύνδεσμο. Το κουτί τροφοδοσίας αποτελείται από 9 άξονες (I-IX). Στο σχ. 117 δείχνει ένα γράφημα της μονάδας τροφοδοσίας κουτιού. Σύμφωνα με το δομικό πλέγμα (Εικ. 117) και το κινηματικό διάγραμμα (βλ. Εικ. 115), είναι εύκολο να διαπιστωθεί ότι το μηχάνημα μπορεί να λάβει μια σειρά από τροφοδοσίες κατά μήκος μιας γεωμετρικής σειράς με παρονομαστή (φ = 1,26 στην περιοχή 25-800 mm / min για τη διαμήκη περιοχή εγκάρσιας ράβδου τροφοδοσίας - mm2 - 6 min.
Ρύζι. 117.
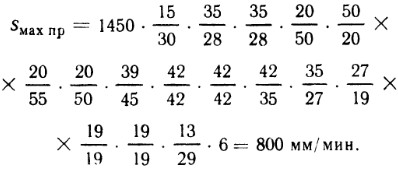
Η εξίσωση της κινηματικής αλυσίδας για τη μεγαλύτερη διαμήκη τροφοδοσία (βλ. Εικ. 115 και 117),
Επίσης, σύμφωνα με το πρόγραμμα κίνησης του κουτιού τροφοδοσίας, μπορείτε εύκολα να γράψετε όλες τις άλλες εξισώσεις κινηματικών αλυσίδων για διαμήκεις, εγκάρσιες και κάθετες τροφοδοσίες.
Η κίνηση εργασίας από το κουτί τροφοδοσίας μεταδίδεται στο κιβώτιο όπισθεν μέσω ενός συμπλέκτη υπέρβασης της διαδρομής εργασίας. Το αντίστροφο κιβώτιο χρησιμοποιείται για τη μετατροπή των ροπών που λαμβάνονται από τον άξονα εξόδου του κιβωτίου τροφοδοσίας στην αντίστοιχη εργατικό κίνημα(διαμήκης, εγκάρσια και κάθετη) σε δύο αμοιβαία αντίθετες κατευθύνσεις. Στον άξονα εισόδου X, είναι τοποθετημένος ένας σφαιρικός συμπλέκτης ασφαλείας, ρυθμισμένος να μεταδίδει τη μέγιστη ροπή. Ο άξονας XIII είναι μια βίδα διασταυρούμενης τροφοδοσίας. Στα άκρα των αξόνων XII και XIII υπάρχει λαβή και χειροτροχός για χειροκίνητη κίνηση στις εγκάρσιες και κάθετες κατευθύνσεις.
Γρήγορες κινήσεις τραπεζιού, σταυρωτής διαφάνειας και κονσόλας. Αυτές οι κινήσεις πραγματοποιούνται κατά μήκος των κινηματικών αλυσίδων που φαίνονται στο Σχ. 117 διακεκομμένη γραμμή. Η ταχεία τραβέρσα για διαμήκη και εγκάρσια τροφοδοσία είναι 3150 mm/min και για κάθετη τρεις φορές μικρότερη - 1050 mm/min.
Φρέζες κονσόλας Νο 2 με πλάτος τραπεζιού 320 mm και Νο 3 με πλάτος τραπεζιού 400 mm
Αυτά τα μηχανήματα κατασκευάζονται στο Gorky Plant of Milling Machines (GZFS). Το εργοστάσιο παράγει μηχανές των ακόλουθων μοντέλων: 6R82G και 6R83G - οριζόντιες φρέζες. 6P82 και 6P83 - γενική άλεση. 6P12 και 6P13 - κάθετη άλεση. 6R12B και 6R13B - κάθετη φρεζάρισμα, υψηλής ταχύτητας. 6R82Sh και 6R83Sh - ευρύ καθολικό.
Οι φρέζες κονσόλας της σειράς "P" είναι πιο προηγμένα μοντέλα σε σύγκριση με τις προηγούμενες μηχανές της σειράς "M". Τα νέα μοντέλα έχουν υψηλή ακαμψία και αντοχή στους κραδασμούς, γεγονός που με τη σειρά του αυξάνει την ανθεκτικότητα του κοπτικού εργαλείου και την παραγωγικότητα της εργασίας. Η σχεδίαση του σφιγκτήρα πτερυγίων έχει επανασχεδιαστεί και παρέχει ασφαλή εφαρμογή και αποτρέπει την αξονική κίνηση του πτερυγίου, εξασφαλίζοντας σταθερή θέση του άξονα του άξονα. Η αξιοπιστία του ηλεκτρικού εξοπλισμού των εργαλειομηχανών έχει αυξηθεί με την τοποθέτηση του εξοπλισμού σε απομονωμένες ηλεκτρονικές κόγχες και τη βελτίωση της καλωδίωσης των ηλεκτρικών κινητήρων στο μηχάνημα. Στα νέα μοντέλα, η λίπανση των οδηγών της κονσόλας και της μονάδας «επιτραπέζιου έλκηθρου» πραγματοποιείται κεντρικά από την αντλία εμβόλου. Χάρη στην αποτελεσματική λίπανση, η ανθεκτικότητα αυτών των εξαρτημάτων αυξάνεται, η αρχική ακρίβεια του μηχανήματος διατηρείται περισσότερο και ο χρόνος για τη συντήρησή του μειώνεται. Τα ρουλεμάν με σφαιρίδια χρησιμοποιούνται στα ρουλεμάν με βίδες αντί να φοριούνται γρήγορα χυτοσίδηροι δακτύλιοι, η λίπανση των ρουλεμάν έχει βελτιωθεί. Μια προστατευτική ασπίδα έχει εισαχθεί στο τέλος του τραπεζιού για να προστατεύει τους οδηγούς του τραπεζιού από τσιπς όταν το τραπέζι μετακινείται στην πιο αριστερή θέση.
Οι τεχνολογικές δυνατότητες των μηχανών της σειράς "P" έχουν επεκταθεί αυξάνοντας τη διαμήκη διαδρομή του τραπεζιού κατά 100 mm. Για πιο ακριβές στήσιμο του τραπεζιού σε μια δεδομένη θέση, χρησιμοποιείται νέα στερέωση των άκρων. Τα μηχανήματα της σειράς "P" έχουν τέλειες φόρμες που ανταποκρίνονται στις σύγχρονες απαιτήσεις τεχνικής αισθητικής.
Τα κύρια στοιχεία αυτών των μοντέλων μηχανών είναι ενοποιημένα.
Για ευκολότερο έλεγχο και μείωση του βοηθητικού χρόνου, εκτός από την αυτοματοποίηση του κύκλου επεξεργασίας στις μηχανές των σειρών "M" και "R" του εργοστασίου μηχανών φρέζας Gorky, παρέχονται τα εξής: διπλή (μπροστά και στην αριστερή πλευρά του μηχανήματος) αλλαγή στον αριθμό των στροφών του άξονα και των τραπεζιών τροφοδοσίας με τις στροφές που απαιτούνται από τη λαβή και την επιλογή του μηχανισμού. μεσολαβούν βήματα? έλεγχος των αυτόματων κινήσεων του τραπεζιού από τις λαβές, η φορά περιστροφής των οποίων συμπίπτει με την κατεύθυνση κίνησης του τραπεζιού. ξεκινήστε, σταματήστε τον άξονα και ενεργοποιήστε τις γρήγορες κινήσεις χρησιμοποιώντας τα κουμπιά. πέδηση ατράκτου με συνεχές ρεύμα. η παρουσία γρήγορων κινήσεων του τραπεζιού στις διαμήκεις, εγκάρσιες και κάθετες κατευθύνσεις.
Κινηματικό σχήμα μηχανών
Στο σχ. 118 δείχνει ένα κινηματικό διάγραμμα, και στο σχ. Το 119 είναι ένα γράφημα του αριθμού των περιστροφών της ατράκτου, που εξηγεί τη δομή του μηχανισμού της κύριας κίνησης των μηχανών φρεζαρίσματος κονσόλας 6P12 και 6P13.
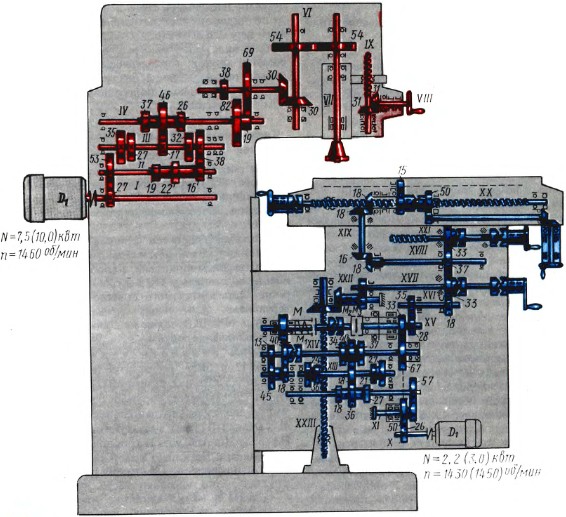
Ρύζι. 118. Κινηματικό διάγραμμα μοντέλων εργαλειομηχανών 6P12 και 6P13
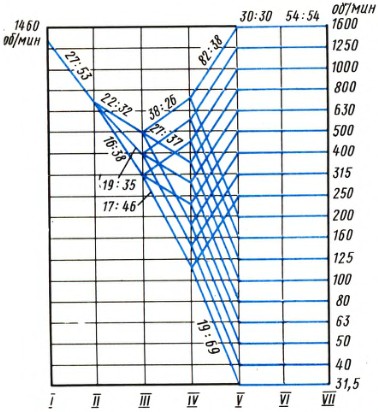
Ρύζι. 119. Γράφημα του αριθμού των στροφών των εργαλειομηχανών 6P12 και 6P13
Το κιβώτιο ταχυτήτων των μηχανών 6R82G, 6R82, 6R83G και 6R83 διαφέρει μόνο στην οριζόντια θέση του άξονα και το κιβώτιο τροφοδοσίας είναι το ίδιο με τις μηχανές 6R12 και 6R13. Το κιβώτιο ταχυτήτων της οριζόντιας ατράκτου των μηχανών φρεζαρίσματος γενικής χρήσης προβόλου 6P82Sh και 6P83Sh, καθώς και το κιβώτιο τροφοδοσίας τους, είναι πλήρως ενοποιημένα.
Αλυσίδα της κύριας κίνησηςμηχανές 6P12 και 6P13. Από έναν ηλεκτροκινητήρα ισχύος 7,5 kW για μια μηχανή 6P12 και (10 kW για μια μηχανή 6P13) μέσω ενός ελαστικού συνδέσμου, η κίνηση μεταδίδεται στον άξονα F και από τον άξονα I στον άξονα II μέσω ενός γραναζιού 27:53. Στον άξονα II υπάρχει ένα τριπλό μπλοκ γραναζιών, με το οποίο είναι δυνατή η μετάδοση της περιστροφής στον άξονα III με τρεις διαφορετικές ταχύτητες μέσω των γραναζιών 22:32, 16:38 και 19:35. Από τον άξονα III στον άξονα IV, η κίνηση μπορεί επίσης να μεταδοθεί σε τρεις διαφορετικές επιλογές μετάδοσης: 38:26, 27:37, 17:46. Επομένως, ο άξονας IV έχει εννέα διαφορετικούς αριθμούς στροφών (3x3 = 9). Ο άξονας V λαμβάνει την κίνηση του από τον άξονα IV μέσω ενός σετ διπλών γραναζιών με γρανάζια 82:38 και 19:69. Άρα ο άξονας V έχει 18 διαφορετικές ταχύτητες (9x2=18). Από τον άξονα V, η κίνηση μεταδίδεται στον άξονα VI με ένα κωνικό γρανάζι 30:30 και από τον άξονα VI στον άξονα VII - μέσω ενός γραναζιού 54:54. Σύμφωνα με το γράφημα (βλ. Εικ. 119), μπορείτε να γράψετε την εξίσωση κινηματικής αλυσίδας για οποιαδήποτε από τις 18 ταχύτητες. Έτσι, για παράδειγμα, για τον μεγαλύτερο αριθμό περιστροφών ατράκτου, θα μοιάζει με αυτό:
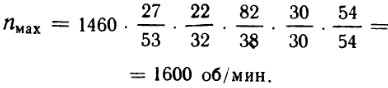
Αλυσίδες τροφοδοσίας. Η κίνηση τροφοδοσίας πραγματοποιείται από έναν ξεχωριστό κινητήρα φλάντζας ισχύος 2,2 kW για τη μηχανή 6P12 και 3 kW για τη μηχανή 6P13. Σύμφωνα με το κινηματικό διάγραμμα των μηχανών (βλ. Εικ. 118) και το πρόγραμμα τροφοδοσίας (Εικ. 120), θα αναλύσουμε τις κινηματικές αλυσίδες τροφοδοσίας.
Ρύζι. 120. Γράφημα κίνησης διαμήκων τροφοδοσιών εργαλειομηχανών των μοντέλων 6P12 και 6P13
Μέσω του γρανάζι 26:50, ο άξονας XI δέχεται περιστροφή και μετά μέσω του γρανάζι 26:57 - άξονας XII. Στον άξονα XII υπάρχει ένα τριπλό κινητό μπλοκ γραναζιών, το οποίο ενημερώνει τον άξονα XIII για τρεις ταχύτητες περιστροφής μέσω γραναζιών: 36:18, 27:27 και 18:36. Στον άξονα XIV υπάρχει ένα τριπλό κινητό μπλοκ, με τη βοήθεια του οποίου η κίνηση από τον άξονα XIII στον άξονα XIV μπορεί επίσης να μεταδοθεί σε τρεις επιλογές ταχυτήτων 24:34, 21:37 και 18:40. Επομένως, ο άξονας XIV έχει εννέα διαφορετικούς αριθμούς στροφών (3 x 3 = 9). Όταν ο κινητός γραναζωτός τροχός 40 με έκκεντρα στο άκρο μετακινείται προς τα δεξιά και εμπλέκεται με τον συμπλέκτη Μ1 άκαμπτα συνδεδεμένο με τον άξονα XIV, η περιστροφή από τον άξονα XIV στον άξονα XV μεταδίδεται απευθείας. Εάν ο οδοντωτός τροχός 40 εμπλακεί με τον οδοντωτό τροχό 18 (όπως φαίνεται στο διάγραμμα), ενεργοποιώντας έτσι τον συμπλέκτη Μ1, τότε η κίνηση στον άξονα XIV θα μεταδοθεί μέσω του ρελέ. Το μπούστο εδώ λειτουργεί σαν κατέβασμα. Έτσι, το κουτί τροφοδοσίας των φρεζαριστηρίων κονσόλας 6R82G, 6R82, 6R12, 6R12B, 6R13, 6R13B, 6R82Sh και 6R83Sh έχει 18 διαφορετικές τροφοδοσίες: εννέα όταν εργάζονται χωρίς απαρίθμηση και εννέα όταν εργάζονται με απαρίθμηση. Από τον άξονα XIV στον άξονα XV, η κίνηση μεταδίδεται μέσω ενός γραναζιού 40:40. Από τον φαρδύ γραναζωτό τροχό 40, τοποθετημένο στον άξονα XV, τον συμπλέκτη ασφαλείας M p με τον εκκεντροφόρο συμπλέκτη M 2 ενεργοποιημένο, η κίνηση μεταδίδεται στον άξονα XV και από αυτόν στον άξονα XVI μέσω ενός γραναζιού 28:35. Από τον άξονα XVI στον άξονα XVII, η κίνηση μεταδίδεται μέσω του γραναζιού 18:33. Από τον άξονα XVII, είναι δυνατή η μεταφορά όλων των ταχυτήτων στους κοχλίες των διαμήκων, εγκάρσιων και κατακόρυφων τροφοδοτήσεων. Έτσι, η διαμήκης τροφοδοσία εκτελείται περαιτέρω σύμφωνα με την ακόλουθη αλυσίδα: από τον άξονα XVII στον άξονα XVIII με γρανάζι 33:37, από τον άξονα XVIII στον άξονα XIX - μέσω ενός ζεύγους κωνικών γραναζιών 18:16 και από τον άξονα XIX στον άξονα XX - η μπροστινή βίδα τροφοδοσίας 18 είναι επίσης κατά μήκος του μήκους:
Οι γρήγορες κινήσεις του τραπεζιού προς όλες τις κατευθύνσεις πραγματοποιούνται με τον συμπλέκτη τριβής M 3 ενεργοποιημένο και πραγματοποιούνται κατά μήκος της κινηματικής αλυσίδας που φαίνεται στο σχ. 120 διακεκομμένη γραμμή. Όπως φαίνεται από το σχ. 118, η περιστροφή από τον κινητήρα τροφοδοσίας μεταδίδεται στον άξονα XV μέσω των γραναζιών 26:50, 50:67 και 67:33 και περαιτέρω κατά μήκος των κινηματικών αλυσίδων τροφοδοσίας εργασίας.
Ρύθμιση μηχανών για αυτόματους κύκλους εργασίας
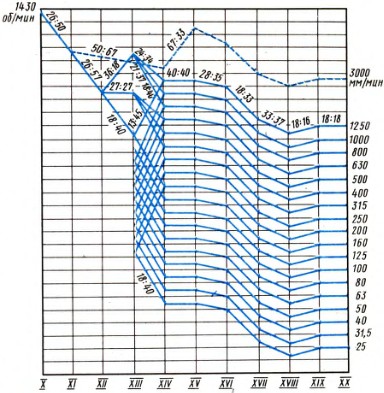
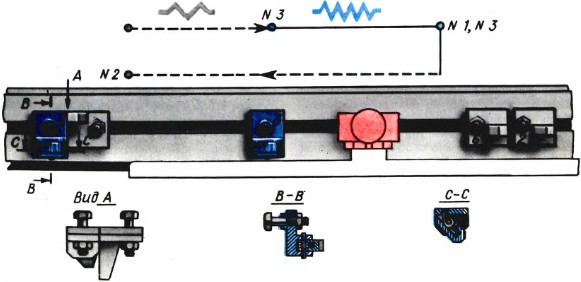
Για μηχανές φρεζαρίσματος κονσόλας των σειρών "M" και "P", η διαμήκης κίνηση του τραπεζιού μπορεί να ελεγχθεί με ημιαυτόματους ή αυτόματους κύκλους. Στις συνθήκες ενιαίας παραγωγής, ο έλεγχος της διαμήκους τροφοδοσίας και η γρήγορη κίνηση του τραπεζιού πραγματοποιείται χειροκίνητα. Στη σειριακή παραγωγή, αυτές οι μηχανές μπορούν να διαμορφωθούν για ημιαυτόματο (άλμα) και αυτόματο (εκκρεμές) κύκλους επεξεργασίας. Για το σκοπό αυτό, στην πλαϊνή σχισμή T του τραπεζιού, τοποθετούνται έκκεντρα με μια συγκεκριμένη σειρά και σε μια ορισμένη απόσταση μεταξύ τους (βλ. Εικ. 39), που τις σωστές στιγμές δρουν στον τροχό για τον έλεγχο των γρήγορων και λειτουργικών κινήσεων του τραπεζιού και στη διαμήκη λαβή μεταγωγής τροφοδοσίας, διασφαλίζοντας τη λειτουργία του μηχανήματος σύμφωνα με έναν δεδομένο κύκλο.
Ο πίνακας μπορεί να διαμορφωθεί για τους ακόλουθους αυτόματους κύκλους:
- ημιαυτόματη διαλείπουσα: α) γρήγορα προς τα δεξιά - τροφοδοσία προς τα δεξιά - γρήγορα πίσω (στα αριστερά) - στάση, κ.λπ. (Εικ. 121). β) γρήγορα προς τα αριστερά - τροφοδοσία προς τα αριστερά - γρήγορα πίσω (προς τα δεξιά) - στάση, κ.λπ. (Εικ. 122), δηλ. επιτυγχάνεται ο ίδιος κύκλος κινήσεων του τραπεζιού, αλλά μόνο προς την αριστερή πλευρά.
- αυτόματος κύκλος εκκρεμούς: γρήγορη δεξιά - τροφοδοσία δεξιά - γρήγορη αριστερά - τροφοδοσία αριστερά - γρήγορη δεξιά κ.λπ. (Εικ. 123).
Ρύζι. 121. Ρύθμιση των έκκεντρων με μονόπλευρο ημιαυτόματο κύκλο προς τα δεξιά
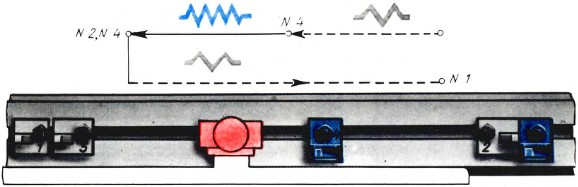
Ρύζι. 122. Ρύθμιση των έκκεντρων με μονόπλευρο ημιαυτόματο κύκλο προς τα αριστερά
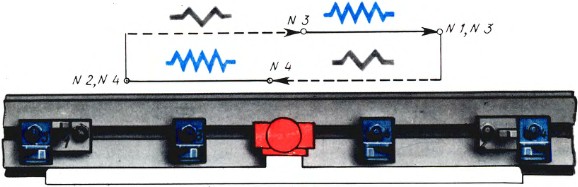
Ρύζι. 123. Ρύθμιση των έκκεντρων με κύκλο εκκρεμούς
Για να ρυθμίσετε το μηχάνημα για αυτόματη λειτουργία, πρέπει:
- αποσυνδέστε το μηχάνημα από το δίκτυο με το διακόπτη εισόδου "on - off".
- βάλτε διακόπτες για χειροκίνητο ή αυτόματο έλεγχο της διαμήκους κίνησης του τραπεζιού και εργασίας στρογγυλό τραπέζιστη θέση "Αυτόματος έλεγχος".
- ενεργοποιήστε το μηχάνημα με το διακόπτη εισόδου "On - Off":
- εγκαταστήστε τα έκκεντρα ανάλογα με τον εγκεκριμένο κύκλο.
Κατά τη ρύθμιση για αυτόματη λειτουργία, πρέπει να ληφθεί υπόψη ότι η εναλλαγή από τροφοδοσία σε γρήγορη διαδρομή ή από γρήγορη διαδρομή σε τροφοδοσία είναι δυνατή σε οποιοδήποτε σημείο της διαδρομής και σε οποιαδήποτε κατεύθυνση κίνησης και περιορίζεται μόνο από τη δυνατότητα ρύθμισης των έκκεντρων σε αυτό το σημείο.
Ο διακόπτης για χειροκίνητη ή αυτόματη διαμήκη κίνηση του τραπεζιού ρυθμίζεται στην ουδέτερη θέση, οι λαβές της διαμήκους διαδρομής πιέζοντάς το με ένα κατσαβίδι μέχρι να σταματήσει και γυρνώντας το στη σταθερή θέση "Αυτόματος έλεγχος".
Η διακοπή της κίνησης του τραπεζιού προς τα δεξιά ή προς τα αριστερά γίνεται από έκκεντρα Νο 5 ή 6, τα οποία δρουν στις προεξοχές της λαβής διαμήκους διαδρομής. Οι κάμερες Νο. 1 και 2 δεν πρέπει ποτέ να αφαιρούνται από το μηχάνημα, καθώς περιορίζουν τις ακραίες θέσεις του τραπεζιού.
Η εναλλαγή από τροφοδοσία σε υψηλή ταχύτητα ή από υψηλή ταχύτητα σε τροφοδοσία (όταν το τραπέζι μετακινείται δεξιά ή αριστερά) γίνεται από τα έκκεντρα Νο. 3 και 4, τα οποία δρουν στο γρανάζι.
Το δεξί και το αριστερό έκκεντρο διαφέρουν μόνο στη θέση του μοχλού. Εάν είναι απαραίτητο, ο μοχλός μπορεί να μετακινηθεί στην άλλη πλευρά.
Όταν εργάζεστε με χειροκίνητο έλεγχο, τα έκκεντρα Νο. 3 και 4 συνιστώνται να αφαιρούνται ή να τοποθετούνται εκ νέου στο μέρος του τραπεζιού που δεν λειτουργεί για να προστατεύεται ο μηχανισμός από περιττή φθορά.
Κατά την ταυτόχρονη άλεση ενός σετ τεμαχίων, όπου οι προς κατεργασία επιφάνειες βρίσκονται σε σημαντικές αποστάσεις μεταξύ τους, το μηχάνημα μπορεί να διαμορφωθεί ώστε να λειτουργεί σε έναν κύκλο άλματος δεξιάς ή αριστερής τροφοδοσίας.
Σύμφωνα με τη θέση των προς κατεργασία επιφανειών, το τραπέζι της μηχανής θα λάβει είτε γρήγορες είτε αργές κινήσεις σύμφωνα με το σχήμα: γρήγορη προς τα δεξιά (ή αριστερά) - τροφοδοσία προς τα δεξιά (ή αριστερά) - γρήγορη προς τα δεξιά (ή αριστερά) κ.λπ. - γρήγορη επιστροφή - στάση.
Στο αυτόματος κύκλος εκκρεμούςΤα τεμάχια εργασίας τοποθετούνται εναλλάξ στη δεξιά πλευρά του τραπεζιού και μετά στην αριστερή. Κατά την επεξεργασία ενός τεμαχίου εργασίας που είναι εγκατεστημένο στη μία πλευρά του τραπεζιού, στην άλλη πλευρά του, ο εργάτης αφαιρεί το επεξεργασμένο μέρος και τοποθετεί ένα νέο τεμάχιο εργασίας. Το τραπέζι του μηχανήματος σε αυτή την περίπτωση εκτελεί συνεχώς έναν κλειστό κύκλο κινήσεων: γρήγορα προς τα δεξιά - τροφοδοσία προς τα δεξιά - γρήγορα προς τα αριστερά - τροφοδοσία προς τα αριστερά - γρήγορα προς τα δεξιά κ.λπ.
Όταν το τραπέζι λειτουργεί σε αυτόματο κύκλο, είναι απαραίτητο να έχετε υπόψη τα εξής: ο κύκλος ενεργοποιείται όταν ο άξονας είναι ενεργοποιημένος με τη λαβή διαμήκους διαδρομής προς την κατεύθυνση της τροφοδοσίας του τεμαχίου εργασίας. Η ρύθμιση της λαβής στη θέση "Stop" (ουδέτερη) σάς επιτρέπει να ενεργοποιείτε την τροφοδοσία ή την ταχεία διέλευση σε όλες τις περιπτώσεις, ανεξάρτητα από τη ρύθμιση του μηχανήματος για αυτόματο κύκλο ή χειροκίνητο έλεγχο, με εξαίρεση τη στιγμή που ο τροχός περιστρέφεται από το έκκεντρο. Σε αυτό το σημείο, ο πίνακας μπορεί να σταματήσει μόνο χρησιμοποιώντας τα κουμπιά Stop. Πριν ανάψετε το τραπέζι μετά από μια τέτοια διακοπή, είναι απαραίτητο να ελέγξετε εάν το γρανάζι είναι σταθερό.
Σε συνθήκες αυτόματου κύκλου, τα κουμπιά "Γρήγορος πίνακας" δεν λειτουργούν.
Φρέζες κονσόλας Νο 4 με πλάτος τραπεζιού 500 mm
Το εργοστάσιο βαρέων εργαλειομηχανών στο Ulyanovsk παράγει μηχανές φρεζαρίσματος κονσόλας: μια οριζόντια φρέζα μοντέλο 6N84G και μια κάθετη φρέζα μοντέλο 6N14. Τα μηχανήματα διαθέτουν κίνηση τροφοδοσίας χωρίς βαθμίδες στις διαμήκεις, εγκάρσιες και κάθετες κατευθύνσεις από τον ηλεκτροκινητήρα συνεχές ρεύμαμε μαγνητικούς ενισχυτές. Οι μηχανές μπορούν να διαμορφωθούν για αυτόματους και ημιαυτόματους κύκλους εργασίας.
Στείλτε την καλή δουλειά σας στη βάση γνώσεων είναι απλή. Χρησιμοποιήστε την παρακάτω φόρμα
Φοιτητές, μεταπτυχιακοί φοιτητές, νέοι επιστήμονες που χρησιμοποιούν τη βάση γνώσεων στις σπουδές και την εργασία τους θα σας είναι πολύ ευγνώμονες.
Δημοσιεύτηκε στις http://www.allbest.ru/
Εισαγωγή
1. Γενικό μέρος
1.1 Σκοπός και συσκευές του συνεργείου
2. Ειδικό μέρος
2.1 Σκοπός και συσκευή της κονσόλας-φρέζας γενικής μηχανής 6E80Sh
2.3 Λίπανση της κονσόλας-φρεζαρίσματος γενικής μηχανής μοντέλου 6E80Sh
3. Οργάνωση παραγωγής
3.1 Τεχνική τεκμηρίωση για την επισκευή της γενικής μηχανής φρεζαρίσματος κονσόλας μοντέλο 6E80Sh
3.2 Κατάλογος βοηθητικού εξοπλισμού, εξαρτημάτων και εργαλείων για την επισκευή της γενικής μηχανής κονσόλας-φρεζαρίσματος μοντέλο 6E80Sh
4. Οικονομικό μέρος
4.1 Χρονικά όρια για την επισκευή της γενικής μηχανής φρεζαρίσματος κονσόλας μοντέλο 6E80Sh
4.2 Τιμές κατώτατων καταστημάτων
5. Μέτρα για εξοπλισμό ασφαλείας και πυρόσβεσης
5.1 Προστασία εργασίας στο εργοτάξιο
5.2 Ασφάλεια
5.3 Βιομηχανική υγιεινή
5.4 Πυροπροστασία
5.5 Προστασία του περιβάλλοντος
Βιβλιογραφία
Εισαγωγή
Η ArcelorMittal είναι η μεγαλύτερη εταιρεία χάλυβα στον κόσμο, ελέγχει το 10% της παγκόσμιας αγοράς χάλυβα στα τέλη του 2008. Εγγεγραμμένος στο Λουξεμβούργο.
Δημιουργήθηκε το 2006 από τη συγχώνευση της Arcelor με έδρα το Λουξεμβούργο και της Indian Mittal Steel, που ανήκει στον Ινδό επιχειρηματία Lakshmi Mittal.
Μετά τη συγχώνευση, η παραγωγική δυναμικότητα της εταιρείας ανήλθε σε 120 εκατομμύρια τόνους ετησίως. Ανακοινώθηκε ο αναπτυξιακός στόχος να αυξηθεί η χωρητικότητα τα επόμενα πέντε χρόνια σε 150 εκατομμύρια τόνους. Η οικονομική κρίση οδήγησε στην αναβολή των εν εξελίξει έργων από το 2011-2012 στο 2014.
Η ArcelorMittal Temirtau Joint Stock Company είναι η μεγαλύτερη επιχείρηση στον μεταλλευτικό και μεταλλουργικό τομέα της Δημοκρατίας του Καζακστάν και είναι ένα ολοκληρωμένο μεταλλευτικό και μεταλλουργικό συγκρότημα με δική του βάση άνθρακα, σιδηρομεταλλεύματος και ενέργειας.
Η ArcelorMittal Temirtau JSC περιλαμβάνει:
Τμήμα Χάλυβα;
Τμήμα Άνθρακα;
τμήμα σιδηρομεταλλεύματος.
Η JSC "ArcelorMittal Temirtau" ειδικεύεται στην παραγωγή επίπεδων και επιμήκων προϊόντων, συμπεριλαμβανομένων αυτών με πολυμερές, ψευδάργυρο και επίστρωση αλουμινίου, και παράγει επίσης πυροσυσσωμάτωση, σιδηρομετάλλευμα και συμπύκνωμα άνθρακα, οπτάνθρακα, χυτοσίδηρο, χάλυβα, συμπεριλαμβανομένων συνεχών χυτών πλακών, λωρίδων, λωρίδων spar, ηλεκτροσυγκολλημένων σωλήνων και συναφών προϊόντων υψικαμίνου και χημικών βιομηχανιών οπτάνθρακα.
Η ArcelorMittal Temirtau JSC είναι μια εταιρεία με κοινωνικό προσανατολισμό. Στον ισολογισμό της επιχείρησης υπάρχουν ξενώνες, σανατόρια, παιδικές κατασκηνώσεις, αθλητικά συγκροτήματα και ιατρικά ιδρύματα. Η εταιρεία είναι πάροχος κοινής ωφέλειας (hot and κρύο νερό, θέρμανση, ρεύμα) σε κατοίκους του Temirtau.
τεχνολογική φρέζα με πρόβολο
1. Γενικό μέρος
1.1 Σκοπός και οργάνωση του εργαστηρίου
Διαβατήριο καταστήματος Νο. 31
Το εργαστήριο σχεδιάστηκε από το παράρτημα Karaganda της Gipromez το 1957, κατασκευάστηκε και τέθηκε σε λειτουργία από το καταπίστευμα Kazmetallurgstroy τον Σεπτέμβριο του 1970 (χωρίς διοικητικό κτίριο).
Το συνεργείο προοριζόταν για την πραγματοποίηση επισκευών εξοπλισμού πυροσυσσωμάτωσης, χαλυβουργίας και χυτηρίων. Τον Οκτώβριο του 1971, το εργαστήριο αναδιοργανώθηκε σε σχέση με τη δημιουργία μιας ανεξάρτητης δομικής υποδιαίρεσης του TsRMO-1.
Το TsRMO-2 έχει σχεδιαστεί για επισκευή εξοπλισμού χυτηρίων χάλυβα, κατασκευή και αποκατάσταση ανταλλακτικών, σωλήνων υψικαμίνου, κεφαλές λόγχης μετατροπέα, κατασκευή και αποκατάσταση ράβδων ασφάλισης από κουτάλες χυμού χάλυβα.
Το συνεργείο αποτελείται από δύο τμήματα επισκευής (ανοιχτή εστία και μετατροπέα) και ένα επισκευαστικό και μηχανολογικό συνεργείο.
Το εργαστήριο βρίσκεται σε ένα κτίριο δύο κόλπων μήκους 96 μέτρων και πλάτους 18 μέτρων, συνολικής επιφάνειας 3460 τετραγωνικών μέτρων.
Η ενδοεργαστηριακή μεταφορά εμπορευμάτων πραγματοποιείται με τρεις ηλεκτρικούς γερανούς ανυψωτικής ικανότητας 5 τόνων, δύο γερανούς ανυψωτικής ικανότητας 15/3 τόνων, ηλεκτρικό τρόλεϊ ανυψωτικής ικανότητας 10 τόνων, δύο ηλεκτρικά αυτοκίνητα και δύο ηλεκτρικούς φορτωτές.
Ο εξωτερικός κύκλος εργασιών φορτίου πραγματοποιείται με σιδηροδρομικές και οδικές μεταφορές.
Το συνεργείο έχει τρεις οδικές εισόδους και μια σιδηροδρομική γραμμή πρόσβασης μήκους 18 μ. Όλες οι είσοδοι του εργαστηρίου είναι εξοπλισμένες με αεροκουρτίνες.
Το συνεργείο θερμαίνεται με 5 μονάδες STD-300.
Το έργο προβλέπει:
1. Αφαίρεση προϊόντων από 1 συνολική έκτασηεργαστήρια - 0,68 t/έτος
2. Αφαίρεση προϊόντων από ένα κύριο μηχάνημα - 88,5 t / έτος
3. Παραγωγή προϊόντων ανά χειριστή μηχανής - 54,5 τόνοι / έτος
4. Παραγωγή προϊόντων ανά εργαζόμενο - 22,6 τόνοι / έτος.
Παραγωγική ικανότητα
|
Ονομα |
Ετήσια έκδοση |
||||
|
Με έργο |
Μάλιστα, από την 1η Ιανουαρίου 1972 |
||||
|
Κατεργασία ανταλλακτικών |
|||||
|
Μηχανουργική κατεργασία ανταλλακτικών που επισκευάζονται ξανά |
|||||
|
Ράβδοι αναστολής μηχανικής κατεργασίας |
|||||
|
Επισκευή Tuyere |
|||||
|
Εργασίες επισκευής και εγκατάστασης |
ΤΕΧΝΟΛΟΓΙΚΗ ΔΙΑΔΙΚΑΣΙΑ.
Η τεχνολογική διαδικασία επεξεργασίας ανταλλακτικών είναι ατομική και μικρής κλίμακας. Χύτευση, σφυρηλάτηση και τμηματικό μέταλλο για την κατασκευή ανταλλακτικών έρχεται στο συνεργείο από τις αποθήκες του OTS και τα συνεργεία προμηθειών του τμήματος αρχιμηχανικού. Η τεχνολογία επισκευής συνίσταται στη συναρμολόγηση και αναθεώρηση μονάδων κατά την προετοιμασία των επισκευών, αντικατάσταση μονάδων, μεμονωμένων εξαρτημάτων και αναθεώρηση μονάδων κατά την περίοδο της επισκευής.
Το εργαστήριο έχει οριστεί να λειτουργεί σε δύο βάρδιες, με διάρκεια βάρδιας 8,25 ώρες με πενθήμερη εργάσιμη εβδομάδα με δύο ημέρες ρεπό.
1.2 Σκοπός και σύντομα τεχνικά χαρακτηριστικά του κύριου εξοπλισμού
ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΧΩΡΩΝ ΚΑΙ ΕΠΙΣΚΕΥΗΣ ΚΑΙ ΜΗΧΑΝΟΛΟΓΙΚΟ ΣΥΝΕΡΓΕΙΟ.
Χώρος επισκευής εξοπλισμού καταστημάτων ανοιχτής εστίας - εκτελεί προγραμματισμένες προληπτικές επισκευές εξοπλισμού σύμφωνα με εγκεκριμένα χρονοδιαγράμματα στα καταστήματα ανοιχτής εστίας, πυρίμαχων και συνθέσεων.
Ο χώρος βρίσκεται στις εγκαταστάσεις του καταστήματος με ανοιχτή εστία.
Ο χώρος περιλαμβάνει 7 ομάδες (60 άτομα) επισκευαστών, ηλεκτροσυγκολλητών και κοπτικών ηλεκτρικών και αερίων.
Ο χώρος για την επισκευή εξοπλισμού του καταστήματος μετατροπέων - εκτελεί προγραμματισμένες προληπτικές επισκευές εξοπλισμού σύμφωνα με τα εγκεκριμένα χρονοδιαγράμματα στα καταστήματα μετατροπέων και πασσάλων.
Το οικόπεδο βρίσκεται στο εντοιχισμένο δωμάτιο του κεντρικού κτιρίου του καταστήματος μετατροπέων στην περιοχή 60, στη σήμανση 23.
Ο χώρος περιλαμβάνει 7 ομάδες (62 άτομα) επισκευαστών, ηλεκτροσυγκολλητών και κοπτικών ηλεκτρικών και αερίων.
Συνεργείο επισκευής και μηχανολογικού εξοπλισμού.
Δημοσιεύτηκε στο κτίριο παραγωγήςεργαστήρια. Το επισκευαστικό και μηχανολογικό συνεργείο περιλαμβάνει:
Α) Μηχανολογικό τμήμα.
Β) Κλειδαράς και τμήμα συναρμολόγησης.
Γ) τμήμα σφυρηλάτησης και συγκόλλησης και προμηθειών.
Δ) Τμήμα κατασκευής και αποκατάστασης ράβδων ασφάλισης.
Δ) ηλεκτρομηχανολογικό σέρβις.
Το μηχανικό διαμέρισμα έχει σχεδιαστεί για μηχανική κατεργασίαανταλλακτικά. Βρίσκεται στο άνοιγμα ΑΒ σε έκταση 48 τετραγωνικών μέτρων. Ο αριθμός των εργαλειομηχανών είναι εγκατεστημένος στο τμήμα, με βάση την πολυπλοκότητα της επεξεργασίας ενός τόνου προϊόντων - 90 ώρες μηχανής.
Το τμήμα κλειδαράδων και συναρμολόγησης προορίζεται για τη συναρμολόγηση και αναθεώρηση μονάδων εξοπλισμού των χαλυβουργείων του εργοστασίου. Το τμήμα βρίσκεται στην περιοχή AB και BV στην περιοχή 972. Το τμήμα αποτελείται από 2 ομάδες (10 ατόμων) κλειδαράδων.
Το Τμήμα Σφυρηλάτησης Συγκόλλησης και Προμηθειών προορίζεται για την κατασκευή μικρών σφυρηλάτησης και ακατέργαστων εργαλείων, την κοπή τεμαχίων από προϊόντα έλασης διαφόρων προφίλ και την κατασκευή χάλκινων σωληνωτών καταστημάτων ανοιχτής εστίας και μετατροπέων. Το τμήμα με μεταλλική αποθήκη βρίσκεται στον κόλπο ΑΒ στην περιοχή 648.
Το τμήμα παραγωγής και αποκατάστασης ράβδων αναστολής προορίζεται για την παραγωγή ράβδων αναστολής για κουτάλες χυμού χάλυβα. Γίνονται εργασίες σε γραμμή παραγωγής δυναμικότητας 1600 τόνων ράβδων ασφάλισης ετησίως.
Επί του παρόντος, ο σχεδιασμός του τμήματος είναι υπό αναθεώρηση προκειμένου να βελτιωθεί η τεχνολογική διαδικασία για την κατασκευή καλαμιών στοπ.
Το ηλεκτρομηχανολογικό σέρβις έχει σχεδιαστεί για την εκτέλεση προγραμματισμένων προληπτικών επισκευών και αντιμετώπισης προβλημάτων εξοπλισμού σε μηχανολογικό συνεργείο. Η υπηρεσία βρίσκεται στον κόλπο BV σε ένα εντοιχισμένο δωμάτιο επιφάνειας 180 τετραγωνικών μέτρων. Η υπηρεσία αποτελείται από 4 ηλεκτρολόγους και 6 κλειδαράδες.
Η αποθήκη υλικών βρίσκεται στον κόλπο BV σε ένα εντοιχισμένο δωμάτιο εμβαδού 24 τετραγωνικών μέτρων. Η αποθήκη προορίζεται για αποθήκευση υλικών και τεχνικών περιουσιακών στοιχείων. Οι εργασίες για τη μεταφορά εμπορευμάτων στην αποθήκη πραγματοποιούνται χειροκίνητα.
Η αποθήκη ανταλλακτικών βρίσκεται στο άνοιγμα του BV στην περιοχή 24, περιφραγμένη με μεταλλικό πλέγμα. Η αποθήκη εξυπηρετείται από ηλεκτρικό περονοφόρο ανυψωτικό φόρτωσης 5 τόνων.
ΤΡΟΦΟΔΟΣΙΑ ΤΟΥ ΚΑΤΑΣΤΗΜΑΤΟΣ.
Το συνεργείο τροφοδοτείται με ρεύμα από 12 υποσταθμούς με καλώδιο 10 kV. Στο συνεργείο είναι εγκατεστημένος μετασχηματιστής 1000 kVA, 10/0,4 kV.
Η συνολική ηλεκτρική ισχύς του συνεργείου είναι 660 kW.
Συμπεριλαμβανομένης της ισχύος - 440 kW;
γερανός - 184 kW;
ηλεκτρικός φούρνος - 8 kW;
ηλεκτρική συγκόλληση - 28 kW.
Τα δίκτυα intrashop συνδέονται με το NTP 0,4 kV, η καλωδίωση γίνεται σε σωλήνες με καλώδιο τύπου APR. Σε όλες τις πλακέτες είναι εγκατεστημένα αυτόματα μηχανήματα ShR και ShchU των τύπων A3124 και A3131.
Ο φωτισμός στο εργαστήριο γίνεται από λαμπτήρες GE-50 σε ποσότητα 87 λαμπτήρων. Η συνολική ηλεκτρική ισχύς των φωτιστικών είναι 43,5 kW.
Δίκτυα Intrashop
|
Ονομα |
Εισαγωγή τοποθεσίας |
Δίκτυο Intrashop |
||||
|
διάμετρος mm |
ποσότητα |
|||||
|
αγωγός αερίου |
Γενικό εργοστάσιο αυτοκινητόδρομο |
|||||
|
Αγωγός οξυγόνου |
||||||
|
Αγωγός ατμού |
||||||
|
Αγωγός πεπιεσμένου αέρα |
||||||
|
Αγωγός ζεστού νερού |
||||||
|
Παροχή οικιακού πόσιμου νερού |
||||||
|
Αγωγός νερού διεργασίας |
ΑΥΤΟΜΑΤΗ ΜΕΤΑΦΟΡΑ
Για μεταφορές εντός καταστήματος και εντός του εργοστασίου, το συνεργείο διαθέτει 2 ηλεκτρικά περονοφόρα EP-301 με λαβή γενικής χρήσης πιρουνιού χωρητικότητας 3 τόνων και 2 ηλεκτρικά αυτοκίνητα EK-2 χωρητικότητας 2 τόνων.
ΣΥΝΘΗΚΕΣ ΥΓΙΕΙΝΗΣ ΚΑΙ ΟΙΚΙΑΚΗΣ.
Το διοικητικό κτίριο του εργαστηρίου είναι υπό κατασκευή. Το προσωπικό των ομάδων επισκευής και εγκατάστασης βρίσκεται προσωρινά στο διοικητικό κτίριο των καταστημάτων ανοιχτής εστίας και μετατροπέων.
Τεχνικά χαρακτηριστικά του εξοπλισμού
|
Όνομα, τύπος, μοντέλο, κατασκευαστής |
Τεχνικές προδιαγραφές |
|||
|
ΜΗΧΑΝΙΚΟ ΔΙΑΜΕΡΙΣΜΑ |
||||
|
Κονσόλα φρέζας 6M12P (Εργαλειομηχανή Gorky) |
Απόσταση από τη μύτη του άξονα έως το τραπέζι: Το μικρότερο - 30 mm. Το μεγαλύτερο είναι 400 χλστ. Το μέγεθος της επιφάνειας εργασίας του τραπεζιού είναι 1250×320 mm. Οι μεγαλύτερες κινήσεις του πίνακα: Διαμήκης - 700 mm; Εγκάρσια - 260 mm; Κάθετη - 370 mm. Εσωτερική κωνικότητα ατράκτου - B 3 Η μεγαλύτερη γωνία περιστροφής της κεφαλής της ατράκτου είναι ±45°. Η μεγαλύτερη αξονική κίνηση του άξονα είναι 70 mm. Όρια ταχύτητας άξονα 31,5h1600 rpm. |
|||
|
Φρεζάρισμα ευρείας γενικής χρήσης κονσόλας 6M82Sh |
Διαστάσεις της επιφάνειας εργασίας του τραπεζιού - 125x320 mm. Διάμετρος μανδρελιού - 32 mm; 50 χλστ. Αριθμός ατράκτων - 2. Κώνος ατράκτου: Οριζόντια - Νο. 3. Περιστροφικό και στρωμένο στα κεφάλια - Νο 2. Όρια ταχύτητας ατράκτου: Οριζόντια 31,5h1600 rpm; Περιστρεφόμενη κεφαλή 90-1400 σ.α.λ. Όρια διαμήκους και εγκάρσιας τροφοδοσίας τραπεζιού: 25h1250 mm/min. Τα όρια της κάθετης τροφοδοσίας του τραπεζιού είναι 8,3-416,6 mm. Η διαμήκης πορεία του τραπεζιού είναι 700 mm. Η εγκάρσια πορεία του τραπεζιού είναι 240 μ. Η κάθετη πορεία ενός τραπεζιού - 420 mm. Περιστροφή της κεφαλής φρεζαρίσματος στο εγκάρσιο επίπεδο του τραπεζιού - 45-90°. Το μέγιστο βάρος της επεξεργασμένης λεπτομέρειας - 250 κιλά. |
|||
|
Hydroficated cross planer 7M37 (Εργαλειομηχανή Gomel) |
Διαδρομή ολισθητήρα - 150x100 mm. Διαστάσεις τραπεζιού - 560x1000 mm Η μεγαλύτερη απόσταση μεταξύ του επιπέδου του τραπεζιού και του ολισθητήρα είναι 500 mm. Η μεγαλύτερη οριζόντια κίνηση ενός τραπεζιού - 800 mm. Τα όρια ταχύτητας του ολισθητήρα είναι 3h48 m/min. Η μεγαλύτερη γωνία περιστροφής του έλκηθρου κοπής είναι ±60°. |
|||
|
Hydroficated κουλοχέρηδες 7M430 (Gomel Machine Tool Plant). |
Κόπτης - 320 mm Περιστροφή τραπεζιού - 360° Διάμετρος τραπεζιού - 700 mm Μέγιστη διαδρομή σε τραπέζι: Διαμήκης - 600 mm Σταυρός - 300 mm. Τα όρια ταχύτητας κόφτη είναι 3h24 m/min. |
|||
|
Διαμήκης πλάνης 7210 (Εργαλειομηχανή Μινσκ) |
Η απόσταση μεταξύ της επιφάνειας του τραπεζιού και της εγκάρσιας ράβδου είναι 1000 mm. Απόσταση μεταξύ ραφιών - 1100 mm Διαστάσεις τραπεζιού: 3000x900 mm. Μήκος διαδρομής τραπεζιού: Το μεγαλύτερο - 3200 mm. Το μικρότερο είναι 700 mm. Αριθμός δαγκάνες: Στο οριζόντιο δοκάρι - 2; Στο ράφι - 1. Οριζόντια κίνηση των δαγκάνες κατά μήκος της εγκάρσιας ράβδου - 1500 mm. Κάθετη κίνηση ενός στηρίγματος σε ράφι - 900 mm. Ταχύτητα της πορείας εργασίας ενός τραπεζιού - 4h90 m/min. Ταχύτητα όπισθεν του πίνακα - 12h90 m/min. |
|||
|
Μηχανή καρουζέλ 1531 (Εργαλειομηχανή Krasnodar). |
Διάμετρος πρόσοψης - 1150 mm Περιστροφές πρόσοψης - 6,3h315 rpm. Η γωνία κλίσης του κατακόρυφου δαγκάνα είναι ±45°. Το ύψος της κατακόρυφης ανύψωσης στήριξης είναι 550 mm. Διαδρομή διαγώνια δαγκάνα - 630 mm Τροφοδοσία δαγκάνα - 0,05x12,5 mm / στροφ. |
|||
|
Οριζόντια μηχανή γεώτρησης 2620V (σύνδεσμος εργαλειομηχανών Λένινγκραντ με το όνομα Sverdlov). |
Διάμετρος άξονα - 90 mm. Ταχύτητες ατράκτου - 12,5h2000 rpm. Ταχύτητες περιστροφής της πρόσοψης - 8h200 rpm. Η εσωτερική κωνικότητα του άξονα είναι Morse No. 5. Διαστάσεις της επιφάνειας εργασίας του τραπεζιού - 1120x1300 mm. Μέγιστη διαδρομή: Κεφάλι κατακόρυφο - 1000 mm; Μήκος ατράκτου - 710 mm; Τραπέζι κατά μήκος - 1000 mm; Τραπέζι κατά μήκος - 1090 mm; Ακτινική στήριξη πρόσοψης - 170 mm. Η μεγαλύτερη διάμετρος της οπής διάτρησης: Άτρακτος - 330 mm; Δαγκάνα - 600mm. |
|||
|
Radial drilling machine 2H55 (Odessa Machine Tool Plant). |
Η μεγαλύτερη διάμετρος διάτρησης είναι 50mm. Μορς τάπερ - Νο 5. Η μεγαλύτερη αξονική κίνηση του άξονα είναι 350 mm. Προεξοχή ατράκτου - 410h1600 mm. Ταχύτητα ατράκτου - 20-2000 rpm |
|||
|
Βιδωτός τόρνος 1E61M (Εργαλειομηχανή Izhevsk) |
Το ύψος των κέντρων είναι 170 mm. Η οπή στον άξονα είναι 32 mm. Πάνω από τη δαγκάνα - 183 mm. Πάνω από το κρεβάτι - 320 mm. |
|||
|
Βιδωτός τόρνος 1K62 (Εργαλειομηχανή Efremov, Μόσχα) |
Το ύψος των κέντρων είναι 215 mm. Τρύπα ατράκτου - 38 mm Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 260 mm. Πάνω από το κρεβάτι - 400 mm. |
|||
|
Βιδωτός τόρνος 1625 (Εργαλειομηχανή Efremov, Μόσχα) |
Απόσταση μεταξύ κέντρων - 1400 mm. Το ύψος των κέντρων είναι 215 mm. Οπή ατράκτου - 47 mm. Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 260 mm. Πάνω από το κρεβάτι - 400 mm. |
|||
|
Βιδωτός τόρνος 1A616 (Εργαλειομηχανή Kuibyshev). |
Απόσταση μεταξύ κέντρων - 710 mm. Το ύψος των κέντρων είναι 170 mm. Η οπή στον άξονα είναι 32 mm. Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 188 mm. Πάνω από το κρεβάτι - 320 mm. |
|||
|
Βιδωτός τόρνος 163 (Εργαλειομηχανή Τιφλίδας) |
Απόσταση μεταξύ κέντρων - 1400 mm. Το ύψος των κέντρων είναι 265 mm. Οπή ατράκτου - 65 mm. Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 350 mm. Πάνω από το κρεβάτι - 630 mm. |
|||
|
Βιδωτός τόρνος 9H14S3 (εργοστάσιο εργαλειομηχανών Τιφλίδας) |
Απόσταση μεταξύ κέντρων - 710 mm. Το ύψος των κέντρων είναι 265 mm. Οπή ατράκτου - 65 mm. Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 350 mm. Πάνω από το κρεβάτι - 630 mm. |
|||
|
Βιδωτός τόρνος 165 (Εργαλειομηχανή Ryazan) |
Απόσταση μεταξύ κέντρων - 2800h5000 mm. Το ύψος των κέντρων είναι 500 mm. Η οπή στον άξονα είναι 80 mm. Η μεγαλύτερη διάμετρος τεμαχίου εργασίας: Πάνω από τη δαγκάνα - 650 mm. Πάνω από το κρεβάτι - 1000 mm. Ταχύτητα ατράκτου - 5h500 rpm. |
|||
|
Κυκλική μηχανή λείανσης ZA164A (εργοστάσιο Kommunar, Lubny, περιοχή Πολτάβα) |
Απόσταση μεταξύ των κέντρων - 2800 mm. Η μεγαλύτερη διάμετρος του προϊόντος είναι 400 mm. Το μέγιστο βάρος του προϊόντος είναι 250 κιλά. Διαστάσεις του μεγαλύτερου κύκλου: Εξωτερική διάμετρος - 750 mm; Εσωτερική διάμετρος - 40 mm; Πλάτος - 70 mm. |
|||
|
ΤΜΗΜΑ ΤΟΠΟΘΕΤΗΣΗΣ ΚΑΙ ΣΥΝΑΡΜΟΛΟΓΗΣΗΣ. |
||||
|
Οριζόντια υδραυλική πρέσα P983 (εργοστάσιο πιεστηρίων Οδησσού). |
Δύναμη - 315 t. Πίεση υγρού στο δίκτυο - 200 kg/cm². Η μεγαλύτερη διαδρομή του εμβόλου είναι 850 mm. Η μέγιστη διάμετρος του συμπιεσμένου προϊόντος είναι 1500 mm. Το ρευστό εργασίας είναι λάδι. Απόσταση από το άκρο του εμβόλου έως το άκρο της κινητής ωστικής δοκού: Μέγιστο - 2900 mm; Ελάχιστο - 900 mm; Λειτουργία - 2500 mm. |
|||
|
Υδραυλική πρέσα μονής στήλης P6320 (εργοστάσιο Orenburg Metalist). |
Δύναμη - 10 t. Πίεση υγρού στο δίκτυο - 160 kg/cm². Διαδρομή - 400 mm. Διαστάσεις τραπεζιού - 380x500 mm. |
|||
|
Μηχάνημα αποφλοίωσης και λείανσης ZM-634 (εργοστάσιο επισκευής Jalal-Abad) |
Αριθμός γύρων - 2 Μεγέθη κύκλων - 400x40x203 mm Ταχύτητα άξονα - 1420 rpm. Απόσταση μεταξύ κέντρων - 700 mm Κεντρικό ύψος - 830 mm |
|||
|
Κάθετη μηχανή γεώτρησης 2A135 (Εργοστάσιο με το όνομα Λένιν, Sterlitomak). |
Η μέγιστη διάμετρος διάτρησης είναι 35 mm. Spindle Taper - Morse No. 4. Αναχώρηση ενός άξονα μιας ατράκτου - 300 mm. Διαδρομή άξονα - 225 mm. Διαδρομή στο κεφάλι - 200 mm. Ταχύτητα άξονα - 68-1100 rpm. Εύρος τροφοδοσίας - 0,12h1,6 mm / στροφ. |
|||
|
Τμήμα σφυρηλάτησης και συγκόλλησης και προμηθειών. |
||||
|
Πνευματικό σφυρί σφυρηλάτησης М415А (εργοστάσιο Voronezh KPO). |
Το βάρος των εξαρτημάτων τροφοδοσίας είναι 400 κιλά. Ο αριθμός των κτύπων ανά λεπτό - 130 Η αποτελεσματική κινητική ενέργεια των εξαρτημάτων τροφοδοσίας είναι 950 gm. Απόσταση από έναν άξονα της γυναίκας σε ένα κρεβάτι - 520 mm. Η απόσταση από τον καθρέφτη του επιθετικού μέχρι τη γυναίκα είναι 530 . Διαστάσεις καθρέφτη κρούσης - 265x100 mm. Το βέλτιστο σφυρήλατο τμήμα του τεμαχίου εργασίας: Τετράγωνο - 100 mm; Στρογγυλό - 115 mm. |
|||
|
Σιδηροπρίονο κοπής 872 (Πειραματικό εργοστάσιο Κρασνοντάρ που πήρε το όνομά του από τον Καλίνιν). |
Μήκος διαδρομής πλαισίου πριονιού - 140x180 mm. Μήκος λεπίδας - 450 mm Ο αριθμός των χτυπημάτων του πλαισίου του πριονιού ανά λεπτό - 85-110. |
|||
|
Μηχανή φρεζαρίσματος και κοπής 8V66 (Εργαλειομηχανή Μινσκ) |
Ο αριθμός στροφών της λεπίδας πριονιού σε ελάχ. - 3.3h25.5 Διάμετρος λεπίδας πριονιού - 710 mm. Ταχύτητα κοπής - 7,4h57 m/min. Η μεγαλύτερη διάμετρος του προς κοπή τεμαχίου είναι 230 mm. |
|||
|
Μετατροπέας συγκόλλησης PSO-300 |
Τρέχοντα όρια ρύθμισης: |
|||
|
Μετασχηματιστής συγκόλλησης TD-500 (εργοστασιακό γραμματοκιβώτιο M-5293) |
||||
|
Forge forge |
Κατασκευάστηκε από το εργαστήριο. |
|||
|
Κλίβανος θαλάμου θέρμανσης |
Η επιφάνεια της εστίας είναι 0,66 m². Καύσιμο: αέριο φούρνου οπτάνθρακα. |
|||
|
ΗΛΕΚΤΡΟΜΗΧΑΝΟΛΟΓΙΚΟ SERVICE. |
||||
|
Κάθετη μηχανή διάτρησης 2A125 ( μηχανολογικό εργοστάσιο, θέση. Kabanye, περιοχή Luhansk). |
Η μεγαλύτερη διάμετρος γεώτρησης είναι 25 mm. Διαδρομή άξονα - 200 mm. στροφές ατράκτου - 165:2130. Η μεγαλύτερη κίνηση ενός τραπεζιού - 400 mm. Διαστάσεις τραπεζιού - 350x400 mm. |
|||
|
Μηχάνημα αποφλοίωσης και λείανσης 3M-634 (εργοστάσιο Mukachevo με το όνομα Kirov) |
Αριθμός κύκλων - 2. Τα μεγέθη των κύκλων - 400×40×203 mm. Περιστροφές ατράκτου σε ελάχ. - 700h1400. |
|||
|
Μηχανή λείανσης επιφανειών 372B (Εργαλειομηχανή στη Μόσχα). |
Διαστάσεις τεμαχίων εργασίας - 1000x300x400 mm. Διαστάσεις τραπεζιού - 1000×300 mm. Ύψος κύκλου - 40 mm. Διάμετρος κύκλου: Εξωτερικό - 250h350 mm; Εσωτερική - 127 μ. |
|||
|
Μηχανή λείανσης γενικής χρήσης 3659A (εργοστάσιο μηχανών λείανσης Vitebsk). |
Η διάμετρος των ακονισμένων τρυπανιών είναι 80 mm. Γωνίες ακονίσματος - 70°h140°. Ο αριθμός των φτερών του ακονισμένου εργαλείου είναι μέχρι 12. Τροχός λείανσης: Εξωτερική διάμετρος - 200 mm; Εσωτερική - 32 m; Ύψος έως - 70 mm. Ο αριθμός των περιστροφών του κύκλου σε ελάχ. - 1850 |
Εξοπλισμός ΧΕΙΡΙΣΜΟΥ
|
Όνομα, Αρ., κατασκευαστής |
Θέση εγκατάστασης |
Τεχνικές προδιαγραφές |
|||
|
Ηλεκτρικός γερανός γέφυρας Νο. 1 (Μηχανολογικό εργοστάσιο, οικισμός Novobureisk, περιοχή Khabarovsk). |
Τμήμα σφυρηλάτησης Μηχανολογικό τμήμα. Τμήμα κατασκευής ράβδων πώματος |
Ικανότητα φόρτωσης - 5 τόνοι. Το μήκος της γέφυρας είναι 16,5 μ. Ταχύτητα κίνησης: Γερανός - 73,5 m / min; Καρότσια - 38 m/min; Ανύψωση - 10 m/min. Ύψος ανύψωσης - 8 m. |
|||
|
Ηλεκτρικός γερανός γέφυρας Νο. 3 (Μηχανουργείο, σταθμός Uzlovaya, περιοχή Τούλα). |
Τμήμα τοποθέτησης και συναρμολόγησης |
Ικανότητα φόρτωσης - 15/3 t. Το μήκος της γέφυρας είναι 16,5 μ. Ταχύτητα κίνησης: Γερανός - 49 m/min; Καρότσια - 18 m/min; Κύριος ανελκυστήρας - 2,2 m/min; Βοηθητική ανύψωση - 9,7 m / min. ύψος ανύψωσης: Κύρια - 8,5 m; Βοηθητικό - 8,5 μ. |
|||
|
Ηλεκτρικός γερανός γέφυρας Νο. 4 (Εργοστάσιο PTO, Αλεξάνδρεια, περιοχή Kirovograd). |
Τμήμα τοποθέτησης και συναρμολόγησης |
Ικανότητα φόρτωσης - 15/3 t. Το μήκος της γέφυρας είναι 16,5 μ. Ταχύτητα κίνησης: Γερανός - 75,3 m / min; Καρότσια - 34,5 m / λεπτό; Κύριος ανελκυστήρας - 8 m/min; Βοηθητική ανύψωση - 19,2 m / min. ύψος ανύψωσης: Κύρια - 8 m; Βοηθητικό - 8 μ. |
|||
|
Τρόλεϊ ηλεκτρικό (Εργοστάσιο μεταλλουργικού εξοπλισμού Dnepropetrovsk). |
Μεταξύ των ανοιγμάτων στους άξονες 4-5 |
Ικανότητα φόρτωσης - 10t; Σιδηροδρομική γραμμή - 1000 mm. Βάση τρόλεϊ - 1600 mm. Μέγεθος πλατφόρμας - 2630×1650 mm. Ταχύτητα ταξιδιού - 40 m/min. Οδηγήστε από τον ηλεκτροκινητήρα MTK-11-V, Ισχύς 2,2 kW, 885 σ.α.λ. Έλεγχος κουμπιών. |
2. Ειδικό μέρος
2.1 Σκοπός και συσκευή της μηχανής γενικής χρήσης κονσόλας-φρεζαρίσματος μοντέλο 6E80Sh
Εικόνα 2.1.1 Κονσόλα-φρεζάρισμα ευρεία καθολική μηχανήμοντέλα 6E80Sh
Η ευρεία οριζόντια φρέζα 6E80SH έχει σχεδιαστεί για να εκτελεί εργασίες φρεζαρίσματος και ορισμένους τύπους διάτρησης σε μικρά μέρη από σιδηρούχα και μη σιδηρούχα μέταλλα και πλαστικά.
Εφαρμόζονται σε συνθήκες μονής και παρτίδας παραγωγής. Τα τεχνικά χαρακτηριστικά των μηχανών καθιστούν δυνατή την πλήρη αξιοποίηση των δυνατοτήτων των εργαλείων από χάλυβα υψηλής ταχύτητας, καθώς και εργαλείων εξοπλισμένων με ένθετα καρβιδίου.
Η περιστρεφόμενη κεφαλή φρεζαρίσματος με πτυσσόμενο πέλμα επιτρέπει το φρεζάρισμα των κεκλιμένων επιφανειών των τεμαχίων εργασίας. Η χρήση μιας διαχωριστικής κεφαλής, ενός περιστροφικού τραπεζιού, μιας μέγγενης επεκτείνει τις τεχνικές δυνατότητες του μηχανήματος.
Οι μηχανές λειτουργούν με βάση την αρχή της φρεζαρίσματος με περιστρεφόμενο σταθερό κόφτη στερεωμένο σε οριζόντια ή κάθετη άτρακτο. Οι κινήσεις του τραπεζιού (συντεταγμένη X), της διαφάνειας (συντεταγμένη Υ), της κονσόλας (συντεταγμένη Z) χρησιμοποιούνται ως κινήσεις εργασίας ή εγκατάστασης.
Η χρήση εξοπλισμού CNC σάς επιτρέπει να επεξεργάζεστε εξαρτήματα σύμφωνα με το πρόγραμμα σε αυτόματη λειτουργία.
Χαρακτηριστικά σχεδίου:
Το ράφι είναι η μονάδα βάσης στην οποία είναι τοποθετημένες όλες οι άλλες μονάδες και μηχανισμοί. Το ράφι είναι άκαμπτα συνδεδεμένο με την πλάκα (βάση). Μια κατακόρυφη κεφαλή ατράκτου είναι τοποθετημένη στον κορμό του μηχανήματος και οι βραχίονες ανάρτησης προσαρτώνται στους οδηγούς κορμού για εργασία με μακριά μαντρέλια.
Το κιβώτιο ταχυτήτων του οριζόντιου άξονα είναι τοποθετημένο σε σχάρα. Ο κατακόρυφος άξονας κινείται από έναν ηλεκτρικό κινητήρα τοποθετημένο στην κορυφή του κεφαλιού.
Το πίσω τοίχωμα της κονσόλας είναι κατασκευασμένο με τη μορφή οδηγών χελιδονοουράς. Το έλκηθρο κινείται εγκάρσια στην κονσόλα και έχει οδηγούς για το τραπέζι. Μια διαμήκης βίδα τροφοδοσίας συνδέεται στο τραπέζι. Η εργασία είναι δυνατή τόσο με τη μέθοδο της συσχέτισης όσο και με τη μέθοδο της αντίθετης φρεζαρίσματος.
Σύνθεση μηχανής:
Επιτραπέζιο μηχανισμός μεταγωγής κάθετης κίνησης, τσουλήθρα, τραπέζι, σύστημα ψύξης, ηλεκτρικό ντουλάπι, μηχανισμοί μεταγωγής πλευρικής κίνησης τραπεζιού, κρεβάτι, κουτί τροφοδοσίας, μηχανισμός μεταγωγής τροφοδοσίας, μηχανισμός εναλλαγής ταχύτητας οριζόντιας ατράκτου, κιβώτιο ταχυτήτων και άξονας, κορμός με κεφαλή άξονα, συσκευή ασφαλείας, μηχανισμός εναλλαγής ταχύτητας κάθετου άξονα, ανάρτηση, κονσόλα.
Συσκευές και λειτουργία του μηχανήματος και των κύριων μερών του.
Έλεγχοι και σκοπός τους:
Λαβή χειροκίνητου κάθετου αναδευόμενου τραπεζιού
Σφόνδυλος για χειροκίνητη εγκάρσια κίνηση του έλκηθρου
Μοχλός ενεργοποίησης κάθετης τροφοδοσίας
Σκουλήκι για δειγματοληψία αντίστροφης αντίδρασης σε μια διαμήκη βίδα
Χειροτροχός για χειροκίνητη κίνηση του τραπεζιού
Επιτραπέζιο σφιγκτήρα
Διακόπτης "Φωτισμός"
Λαβή σφιγκτήρα μανίκι ατράκτου
Βαλβίδα ψύξης
Λαβή διακόπτη ισχύος
Κουμπί γρήγορης κίνησης πίνακα
Κουμπί εκκίνησης
Κουμπί έκτακτης ανάγκης "Stop".
Λαβή σφιγκτήρα ολίσθησης
Μοχλός ενεργοποίησης διασταυρούμενης τροφοδοσίας
Λαβή σφιγκτήρα κονσόλας
Διακόπτης κινητήρα τροφοδοσίας
Διακόπτης αντλίας ψύξης
Οριζόντιος διακόπτης κατεύθυνσης περιστροφής άξονα
Πιέστε το κουμπί
Διακόπτης κατεύθυνσης περιστροφής κάθετου άξονα
Μοχλός υπέρβασης οριζόντιας ατράκτου
Μοχλός ταχυτήτων οριζόντιος άξονας
Χειροκίνητη κίνηση του κορμού
Σφιγκτήρας κορμού στο πλαίσιο
Σφίξιμο της κεφαλής φρεζαρίσματος στον κορμό
Σκουλήκι που γυρίζει την κεφαλή φρεζαρίσματος στο διάμηκες επίπεδο του τραπεζιού
Κεφαλή περιστροφής σκουληκιών φρεζάρισμα στο εγκάρσιο επίπεδο του τραπεζιού
Λαβή αντικατάστασης κάθετης ατράκτου
Πόμολο μεταγωγής τροχαλίας κάθετης ατράκτου
Επιλογέας ταχυτήτων κάθετος άξονας
Λαβή για τη μετακίνηση του χιτωνίου της κάθετης ατράκτου
Μοχλός για διαμήκη τροφοδοσία
Λαβή αλλαγής ταχυτήτων
Μοχλός αλλαγής ταχυτήτων τροφοδοσίας
Βίδες για σύσφιξη του έλκηθρου της μηχανής 6T80
Κουμπί διακοπής
Κινηματικό σχήμα.
Οι άξονες κινούνται από ηλεκτρικούς κινητήρες μέσω μετάδοσης με ιμάντα V.
Οι άξονες έχουν 12 διαφορετικές ταχύτητες που επιτυγχάνονται με τη μετακίνηση των μπλοκ γραναζιών κατά μήκος των νηματισμένων αξόνων. Το καλώδιο τροφοδοσίας διοχετεύεται από τον ηλεκτροκινητήρα μέσω της ζεύξης, από τον άξονα IX στο κουτί τροφοδοσίας. Μετακινώντας τα μπλοκ ταχυτήτων, το κιβώτιο τροφοδοσίας παρέχει 18 διαφορετικές τροφοδοσίες, οι οποίες μεταδίδονται στον άξονα XUI της κονσόλας και στη συνέχεια, όταν είναι ενεργοποιημένος ο αντίστοιχος συμπλέκτης έκκεντρου, στις βίδες διαμήκους, εγκάρσιας και κάθετης κίνησης.
Οι επιταχυνόμενες κινήσεις πραγματοποιούνται από τον ηλεκτροκινητήρα μέσω των αξόνων IX, X, KhP, XU, του ηλεκτρομαγνητικού και του συμπλέκτη υπέρβασης στον άξονα CL της κονσόλας.
Η συμπερίληψη και η αντιστροφή των διαμήκων, εγκάρσιων, κατακόρυφων τροφοδοτήσεων πραγματοποιείται με συμπλέκτες έκκεντρου διπλής όψης.
Το κρεβάτι είναι το βασικό μέρος του μηχανήματος, στο οποίο είναι τοποθετημένα όλα τα άλλα εξαρτήματα και μηχανισμοί. Η βάση του κρεβατιού συνδέεται άκαμπτα με την πλάκα (βάση), η οποία είναι η δεξαμενή του ψυκτικού υγρού.
Μια κατακόρυφη κεφαλή άξονα είναι τοποθετημένη στον κορμό του μηχανήματος 6E80Sh και οι βραχίονες ανάρτησης είναι προσαρτημένοι στους οδηγούς κορμού για εργασία με μακριά μαντρέλια. Οι αναρτήσεις έχουν ρουλεμάν κύλισης και ρουλεμάν ολίσθησης. Οι κρεμάστρες στα μηχανήματα δεν είναι εναλλάξιμες· για να τοποθετήσετε τις κρεμάστρες, γυρίστε το κεφάλι προς τα πάνω.
Το κιβώτιο ταχυτήτων του οριζόντιου άξονα είναι τοποθετημένο στο πλαίσιο. Η σύνδεση με τον ηλεκτροκινητήρα πραγματοποιείται μέσω κιβωτίου ταχυτήτων με ιμάντα V. Επιθεώρηση και πρόσβαση στο κιβώτιο ταχυτήτων - από το παράθυρο της μονάδας αλλαγής ταχυτήτων στην παρθένα πλευρά του κρεβατιού. Η κίνηση της κατακόρυφης ατράκτου της μηχανής πραγματοποιείται από έναν ηλεκτρικό κινητήρα τοποθετημένο στην κορυφή της κεφαλής μέσω κίνησης ιμάντα V, συμπλέκτη κυλίνδρου και κιβωτίου ταχυτήτων.
Ο άξονας είναι τοποθετημένος σε συρόμενο χιτώνιο. Η κεφαλή του άξονα του μηχανήματος 6E80Sh συνδέεται στον κορμό μέσω ενός σφιγκτήρα και μπορεί να περιστραφεί στις εγκάρσιες και διαμήκεις κατευθύνσεις του τραπεζιού. Η μονάδα τροφοδοσίας βρίσκεται στην κονσόλα. Μπροστά, ένας ηλεκτροκινητήρας με φλάντζα είναι ενσωματωμένος στο κάτω μέρος της κονσόλας, ένα κουτί τροφοδοσίας με μηχανισμό μεταγωγής τροφοδοσίας και ένας μηχανισμός για την ενεργοποίηση της κάθετης κίνησης του τραπεζιού είναι τοποθετημένος στην αριστερή πλευρά της κονσόλας, στα δεξιά - ένας μηχανισμός για την ενεργοποίηση της εγκάρσιας κίνησης του τραπεζιού. Το κιβώτιο τροφοδοσίας δεκαοκτώ ταχυτήτων διαθέτει αλυσίδα γρήγορης διαδρομής με συμπλέκτη ασφαλείας που εξαλείφει την πιθανότητα ζημιάς στη μονάδα τροφοδοσίας κατά τη διάρκεια υπερφόρτωσης.
Ένας ηλεκτρομαγνητικός συμπλέκτης και ένας συμπλέκτης υπερχείλισης είναι τοποθετημένοι στον ίδιο άξονα με συμπλέκτη ασφαλείας. Η ενεργοποίηση των γρήγορων κινήσεων του τραπεζιού πραγματοποιείται με το κουμπί. Ο μηχανισμός μεταγωγής τροφοδοσίας αποτελείται από λαβές έκκεντρου με αυλακώσεις προφίλ, σκέλος και μοχλούς για την αλλαγή ταχυτήτων.
Η αλλαγή γραναζιών του κιβωτίου τροφοδοσίας συμβαίνει όταν το άκρο περιστρέφεται γύρω από τον άξονα και όταν ο άξονας περιστρέφεται με τη λαβή.
Η συμπερίληψη των κατακόρυφων και εγκάρσιων μηχανικών κινήσεων του τραπεζιού γίνεται με λαβές Η φορά κίνησης των λαβών συνδέεται μνημονικά με την κατεύθυνση κίνησης του τραπεζιού.
Η χειροκίνητη κατακόρυφη κίνηση του τραπεζιού πραγματοποιείται με λαβή, εγκάρσια - με σφόνδυλο.
Το πίσω τοίχωμα της κονσόλας είναι κατασκευασμένο με τη μορφή οδηγών χελιδονοουράς.
Το πάνω μέρος της κονσόλας έχει ορθογώνιες ράγες κατά μήκος των οποίων κινείται το έλκηθρο.
Το έλκηθρο κινείται εγκάρσια στην κονσόλα και έχει οδηγούς για το τραπέζι.
Μια διαμήκης βίδα τροφοδοσίας συνδέεται στο τραπέζι. Στο έλκηθρο υπάρχουν κωνικά γρανάζια που περιστρέφουν τη βίδα, λαβές και μηχανισμός για την ενεργοποίηση της διαμήκους τροφοδοσίας.
Όταν εργάζεστε με φρεζάρισμα αναρρίχησης, παρέχεται μια επιλογή από κενά μεταξύ των σπειρωμάτων της μολύβδου βίδας και των παξιμαδιών περιστρέφοντας το σκουλήκι.
Όταν εργάζεστε με τη μέθοδο άλεσης, η μολύβδινη βίδα φθείρεται πολύ. Επομένως, εάν μια εργασία εκτελείται στο μηχάνημα για μεγάλο χρονικό διάστημα, η περιοχή εργασίας με τη βίδα πρέπει να αλλάξει.
Για τη διεξαγωγή της διασταυρούμενης τροφοδοσίας, χρησιμοποιείται ένα στήριγμα με παξιμάδι, το οποίο στερεώνεται στο σώμα της πλάκας και συνδέεται με τη βίδα της κονσόλας.
Βασικά τεχνικά στοιχεία και χαρακτηριστικά του μηχανήματος.
Διαστάσεις της επιφάνειας εργασίας του τραπεζιού (μήκος x πλάτος), mm 200 x 800
Αριθμός θυρίδων T τραπεζιού 3
Η μεγαλύτερη κίνηση του τραπεζιού, mm
κατά μήκος 560
εγκάρσιο 220
Απόσταση από τον άξονα της οριζόντιας ατράκτου μέχρι την επιφάνεια εργασίας του τραπεζιού, mm
τουλάχιστον 0
μεγαλύτερο 400
Απόσταση από το άκρο της κάθετης ατράκτου μέχρι την επιφάνεια εργασίας του τραπεζιού, mm
τουλάχιστον 15
μεγαλύτερο 400
Γωνία περιστροφής της κεφαλής της ατράκτου, χαλάζι
στο διάμηκες επίπεδο του πίνακα ± 45
στο εγκάρσιο επίπεδο του τραπεζιού (προς το πλαίσιο) 30
στο εγκάρσιο επίπεδο του τραπεζιού (από το κρεβάτι) 45
Χτύπημα μανίκι κεφαλής άξονα, mm 70
Αριθμός ταχυτήτων ατράκτου (οριζόντια / κάθετα) 12
Όρια ταχύτητας ατράκτου, min -1
οριζόντια 50-2240
κάθετος 56-2500
Αριθμός συμμετοχών τραπεζιού 18
Όρια τροφοδοσίας πίνακα, mm/min
διαμήκης και εγκάρσια 20-1000
κατακόρυφο 10-500
Ταχύτητα γρήγορης κίνησης τραπεζιού, m/min
διαμήκης και εγκάρσια 3.35
κάθετη 1.7
Η τιμή της διαίρεσης των άκρων της κίνησης του τραπεζιού, mm
διαμήκης και εγκάρσια 0,05
κατακόρυφο 0,02
Η τιμή της διαίρεσης ενός άκρου κίνησης ενός χιτωνίου κάθετης ατράκτου, mm 0,05
Συνολικές διαστάσεις του μηχανήματος (μήκος x πλάτος x ύψος), mm 1600x1875x2080
Βάρος μηχανής (με ηλεκτρολογικό εξοπλισμό), kg 1430
Ένα εργαλείο που χρησιμοποιείται στη μηχανική κατεργασία.
Η μηχανή οριζόντιας κονσόλας φρέζας 6T80Sh διακρίνεται από την παρουσία μιας κονσόλας και την οριζόντια θέση του άξονα κατά την επεξεργασία κυλινδρικών, γωνιακών και διαμορφωμένων φρέζων επίπεδων και διαμορφωμένων επιφανειών τεμαχίων εργασίας από διάφορα υλικά. Μπορούν επίσης να χρησιμοποιηθούν μύλοι και τελικοί μύλοι.
Στην επεξεργασία αεροπλάνων χρησιμοποιούνται κυλινδρικοί κόφτες. Αυτοί οι κόφτες μπορούν να είναι με ίσια και ελικοειδή δόντια. Οι φρέζες με ελικοειδή δόντια λειτουργούν ομαλά. χρησιμοποιούνται ευρέως στην κατασκευή. Οι ίσιοι κόφτες χρησιμοποιούνται μόνο για στενές επιφάνειες όπου τα πλεονεκτήματα των ελικοειδών κοπτών δεν έχουν μεγάλη επίδραση στη διαδικασία κοπής. Κατά τη λειτουργία των κυλινδρικών κοπτικών με ελικοειδή δόντια, εμφανίζονται αξονικές δυνάμεις, οι οποίες, με γωνία κλίσης δοντιού OMEGA = 30 -: - 45 *, φτάνουν σε σημαντική τιμή. Ως εκ τούτου, χρησιμοποιούνται κυλινδρικοί διπλοί κόφτες, στους οποίους ελικοειδή δόντια κοπής έχουν διαφορετική κατεύθυνση κλίσης. Αυτό σας επιτρέπει να εξισορροπείτε τις αξονικές δυνάμεις που ασκούνται στους κόπτες κατά τη διαδικασία κοπής. Στη διασταύρωση των κοπτικών, οι ακμές κοπής του ενός κοπτικού επικαλύπτονται από τις κοπτικές άκρες του άλλου. Οι κυλινδρικοί κόφτες είναι κατασκευασμένοι από χάλυβα υψηλής ταχύτητας και είναι επίσης εξοπλισμένοι με ένθετα καρβιδίου, επίπεδα και ελικοειδή.
Οι γωνιακοί κόφτες χρησιμοποιούνται για γωνιακές σχισμές φρεζαρίσματος και κεκλιμένα επίπεδα. Οι κοπτήρες μονής γωνίας έχουν κοπτικές άκρες που βρίσκονται στην κωνική επιφάνεια και την ακραία όψη. Οι κοπτήρες διπλής γωνίας έχουν κοπτικές άκρες που βρίσκονται σε δύο παρακείμενες κωνικές επιφάνειες.
Οι γωνιακοί κόφτες χρησιμοποιούνται ευρέως στη βιομηχανία εργαλείων για άλεσμα αυλακώσεων τσιπ διαφόρων εργαλείων. Κατά τη διαδικασία εργασίας με κοπτήρες μονής γωνίας, προκύπτουν αξονικές δυνάμεις κοπής, καθώς η κοπή του μετάλλου του τεμαχίου εργασίας πραγματοποιείται κυρίως με ακμές κοπής που βρίσκονται σε κωνική επιφάνεια. Στους κόπτες δύο γωνιών, οι αξονικές δυνάμεις που προκύπτουν από τη λειτουργία δύο γειτονικών γωνιακών άκρων του δοντιού αντισταθμίζουν κάπως η μία την άλλη και όταν λειτουργούν συμμετρικοί κόφτες δύο γωνιών, εξισορροπούνται αμοιβαία. Επομένως, οι κοπτήρες διπλής γωνίας λειτουργούν πιο ομαλά. Οι γωνιοκόφτες μικρών μεγεθών κατασκευάζονται μύλοι με κυλινδρικό ή κωνικό στέλεχος.
Οι διαμορφωμένοι κόφτες χρησιμοποιούνται ευρέως στην επεξεργασία διαφόρων διαμορφωμένων επιφανειών. Τα πλεονεκτήματα της χρήσης μορφοποιημένων φρέζων είναι ιδιαίτερα έντονα κατά τη μηχανική κατεργασία τεμαχίων με μεγάλη αναλογία μήκους προς πλάτος των προς άλεση επιφανειών. Οι επιφάνειες με κοντό σχήμα σε μεγάλης κλίμακας παραγωγή επεξεργάζονται καλύτερα με διάτρηση. Σύμφωνα με το σχέδιο των δοντιών, οι διαμορφωμένοι κόφτες χωρίζονται σε κόφτες με πίσω δόντια και σε κόφτες με μυτερά (κοφτερά) δόντια.
Οι τελικοί μύλοι χρησιμοποιούνται ευρέως στην επεξεργασία επιπέδων σε μηχανές κάθετης φρεζαρίσματος. Ο άξονάς τους ρυθμίζεται κάθετα στο κατεργασμένο επίπεδο του εξαρτήματος. Σε αντίθεση με τους κυλινδρικούς κοπτήρες, όπου όλα τα σημεία των κοπτικών άκρων σχηματίζουν προφίλ και σχηματίζουν την επεξεργασμένη επιφάνεια, στους μύλους προσώπου, μόνο οι κορυφές των κοπτικών άκρων των δοντιών είναι προφίλ. Οι ακμές κοπής είναι βοηθητικές. Η κύρια εργασία κοπής εκτελείται από τις πλευρικές κοπτικές ακμές που βρίσκονται στην εξωτερική επιφάνεια.
Οι ακραίοι μύλοι χρησιμοποιούνται για την επεξεργασία βαθιών αυλακώσεων σε μέρη του σώματος εσοχών περιγράμματος, προεξοχές, αμοιβαία κάθετα επίπεδα. Οι ακραίοι μύλοι στον άξονα της μηχανής τοποθετούνται με κωνικό ή κυλινδρικό στέλεχος. Σε αυτούς τους κοπτήρες, η κύρια εργασία κοπής εκτελείται από τις κύριες ακμές κοπής που βρίσκονται στην κυλινδρική επιφάνεια και οι βοηθητικές ακμές κοπής καθαρίζουν μόνο το κάτω μέρος της αυλάκωσης. Τέτοιοι κόφτες κατασκευάζονται συνήθως με ελικοειδή ή λοξότμητα δόντια. Η γωνία κλίσης των δοντιών φτάνει τα 30--45 *. Η διάμετρος των ακραίων μύλων επιλέγεται να είναι μικρότερη (μέχρι 0,1 mm) του πλάτους του αυλακιού, αφού το αυλάκι σπάει κατά τη διάρκεια του φρεζαρίσματος.
Οι ακραίοι μύλοι τοποθετούνται με φλάντζα προσαρμογέα. Το μανδρέλι στο κωνικό άξονα στερεώνεται με ράβδο. Μια φλάντζα προσαρμογέα τοποθετείται στο λαιμό του μανδρελιού και ένας κόφτης, ο οποίος στερεώνεται με μια βίδα. Οι φρέζες με αυλάκωση για το κλειδί στην τρύπα τοποθετούνται σε μανδρέλι με ώμο, που έχει αυλακώσεις για τις ακίδες του άξονα.
Οι μύλοι πρόσοψης και άκρου με στέλεχος κωνικού μορς είναι τοποθετημένοι στην κωνική ατράκτου μέσω ενός χιτωνίου προσαρμογέα.
Φρέζες μεγάλης διαμέτρου με κυλινδρικό κάτω τμήμα στο άκρο, αυλακώσεις και τέσσερις διαμπερείς οπές τοποθετούνται απευθείας στην κεφαλή του άξονα και στερεώνονται με βίδες.
Κατά την εγκατάσταση του εργαλείου, θα πρέπει να θυμόμαστε ότι η ακρίβεια της επεξεργασίας και η ανθεκτικότητα του εργαλείου επηρεάζονται αρνητικά από την εξάντλησή του. Ως εκ τούτου, είναι απαραίτητο να παρακολουθείται η ποιότητα του κοπτικού εργαλείου, των μανδρελιών και των ενδιάμεσων δακτυλίων.
2.2 Τεχνολογική διαδικασία επισκευής της γενικής μηχανής φρεζαρίσματος προβόλου μοντέλου 6E80Sh
Επιθεώρηση μηχανήματος:
1. Εξωτερική επιθεώρηση του μηχανήματος (χωρίς αποσυναρμολόγηση για εντοπισμό ελαττωμάτων) της κατάστασης και της λειτουργίας του μηχανήματος στο σύνολό του και από κόμβους.
2. Επιθεώρηση και επαλήθευση της κατάστασης των μηχανισμών κίνησης της κύριας κίνησης και τροφοδοσίας.
3. Ρύθμιση των κενών των μολύβδινων βιδών του τραπεζιού.
4. Ρύθμιση των εδράνων ατράκτου.
5.Έλεγχος της λειτουργίας των μηχανισμών αλλαγής ταχυτήτων και τροφοδοσίας.
6. Ρύθμιση μηχανισμών ενεργοποίησης εκκεντροφόρων συμπλεκτών και τροφοδοσίας και συμπλέκτης τριβήςγρήγορη διαδρομή?
7. Ρύθμιση των σφηνών του τραπεζιού, του ελκήθρου, της κονσόλας και του κορμού.
8. Επιθεώρηση οδηγών, καθαρισμός εγκοπών και γρατσουνιών.
9. Σφίξιμο χαλαρών συνδετήρων.
10.Έλεγχος της σωστής λειτουργίας των περιοριστικών έκκεντρων.
11.Έλεγχος της κατάστασης και μικροεπισκευές συστημάτων ψύξης και λίπανσης.
12. Έλεγχος της κατάστασης και επισκευή των προστατευτικών διατάξεων.
13. Αναγνώριση εξαρτημάτων που χρειάζονται αντικατάσταση κατά την επόμενη επισκευή (ξεκινώντας από τη δεύτερη μικρή επισκευή).
Επισκευή μικρού μηχανήματος:
1.Μερική αποσυναρμολόγηση κόμβων.
2. Έξαψη όλων των κόμβων.
3. Ρύθμιση ή αντικατάσταση ρουλεμάν κύλισης.
4. Καθαρισμός γρέζων και εγκοπών σε δόντια ταχυτήτων, κροτίδες και πιρούνια αλλαγής ταχυτήτων.
5. Αντικατάσταση και προσθήκη δίσκων τριβής του γρήγορου συμπλέκτη (ξεκινώντας από τη δεύτερη επισκευή).
6.Ακόνισμα και καθαρισμός σφηνών και πηχών.
7. Καθαρισμός μολύβδινων βιδών και αντικατάσταση φθαρμένων παξιμαδιών.
8. Καθαρισμός εγκοπών και γρατσουνιών των οδηγών και της επιφάνειας εργασίας του τραπεζιού.
9.Αντικατάσταση φθαρμένων και σπασμένων συνδετήρων
10. Έλεγχος και ρύθμιση μηχανισμών ενεργοποίησης ταχυτήτων και τροφοδοσίας.
11.Επισκευή συστημάτων λίπανσης και ψύξης.
12. Δοκιμή του μηχανήματος στο ρελαντί, έλεγχος για θόρυβο, θέρμανση και ακρίβεια του τεμαχίου εργασίας.
Επισκευή μεσαίου μηχανήματος:
1. Κομβική αποσυναρμολόγηση της μηχανής.
2. Έξαψη όλων των κόμβων.
3. Επιθεώρηση εξαρτημάτων αποσυναρμολογημένων μονάδων.
4. Σύνταξη ελαττωμάτων στη δήλωση.
5. Ρύθμιση ή αντικατάσταση ρουλεμάν ατράκτου.
6. Αντικατάσταση ή αποκατάσταση ατράκτων.
7.Αντικατάσταση φθαρμένων δακτυλίων και ρουλεμάν.
8.Αντικατάσταση δίσκων και εξαρτημάτων συγκράτησης συμπλέκτη τριβής ταχείας διαδρομής.
9.Αντικατάσταση φθαρμένων γραναζιών.
10. Αποκατάσταση ή αντικατάσταση φθαρμένων μολύβδινων βιδών και παξιμαδιών.
11.Ακόνισμα ή αντικατάσταση των σφηνών ρύθμισης.
12. Επισκευή αντλιών και εξαρτημάτων συστημάτων λίπανσης και ψύξης.
13. Διόρθωση με ξύσιμο ή τρίψιμο των επιφανειών των οδηγών, εάν η φθορά τους υπερβαίνει την επιτρεπόμενη.
14. Χρωματισμός των εξωτερικών επιφανειών του μηχανήματος.
15. Λειτουργία του μηχανήματος στο ρελαντί (σε όλες τις ταχύτητες και τροφοδοσίες) με έλεγχο για θόρυβο και θέρμανση.
16. Έλεγχος του μηχανήματος για ακρίβεια και ακαμψία σύμφωνα με το GOST 17734--72.
Επισκευή μηχανήματος:
Η γενική επισκευή πραγματοποιείται με πλήρη αποσυναρμολόγηση όλων των εξαρτημάτων του μηχανήματος, ως αποτέλεσμα της οποίας εξάπαντοςσυντάσσεται ελαττωματικό φύλλο εκτίμησης. Ως αποτέλεσμα της επισκευής, όλα τα φθαρμένα εξαρτήματα και εξαρτήματα του μηχανήματος πρέπει να αποκατασταθούν ή να αντικατασταθούν, καθώς και να αποκατασταθεί η αρχική του ακρίβεια, ακαμψία και ισχύς. Η φύση και το εύρος των εργασιών για αυτόν τον τύπο επισκευής καθορίζεται για συγκεκριμένες συνθήκες λειτουργίας ενιαίο σύστημαπρογραμματισμένη προληπτική συντήρηση.
2.3 Λίπανση κάθετης φρέζας με χιαστί και DRO μοντέλο 65A80F13
Σύστημα λίπανσης.
Το σύστημα λίπανσης αποτελείται από 2 ανεξάρτητα συστήματα:
Κεντρική λίπανση;
Σύστημα περιοδικής λίπανσης.
Κεντρικό σύστημα λίπανσης του μηχανήματος.
Το κεντρικό σύστημα λίπανσης έχει σχεδιαστεί για να λιπαίνει την κύρια μετάδοση κίνησης, να ψύχει τα ρουλεμάν του μπροστινού άξονα και να τροφοδοτεί το σύστημα περιοδικής λίπανσης.
Η λίπανση από τη μονάδα άντλησης NP, που βρίσκεται στο διαμέρισμα λίπανσης του υδραυλικού σταθμού της μηχανής, τροφοδοτείται μέσω ενός φίλτρου πλέγματος F2 για την ψύξη του άξονα. Το αρχικό τσοκ DR1 συνδέεται παράλληλα στο ρεύμα εξόδου από τον άξονα, το οποίο χρησιμεύει για τη ρύθμιση της ποσότητας λιπαντικού που παρέχεται στη λίπανση της κύριας μονάδας και σε σειρά του τσοκ DR2,
που βρίσκεται στο σταθμό, ρυθμίζοντας την ταχύτητα ροής λιπαντικού για την ψύξη του άξονα.
Το σύστημα λίπανσης ρυθμίζεται ως εξής:
Ξεβιδώστε τη βίδα της βαλβίδας ασφαλείας του κιβωτίου ταχυτήτων.
Κλείστε το γκάζι DR2;
Ενεργοποιήστε το αντλιοστάσιο.
Ρυθμίστε την πίεση στα 0,2 MPa.
ρυθμίστε τον διακόπτη πίεσης RD σε αυτήν την πίεση.
Ρυθμίστε την πίεση στα 0,35 ... 0,4 MPa.
Ανοίξτε το γκάζι DR2, παρέχοντας πίεση 0,3 MPa στο σταθμό.
Το γκάζι DR1 κατά τη συναρμολόγηση και τη λειτουργία δεν ρυθμίζεται.
Σύστημα περιοδικής λίπανσης.
Το σύστημα περιοδικής λίπανσης έχει σχεδιαστεί για να λιπαίνει οδηγούς, σφαιρικές βίδες με στηρίγματα, και τις 3 συντεταγμένες (τραπέζι, τσουλήθρα, κεφαλή).
Το σύστημα περιλαμβάνει:
Διακοπτόμενη αντλία μονής γραμμής με υδραυλική κίνηση H;
Τροφοδότες P1, P2, P3, P4, που χρησιμοποιούνται για μετρημένη διανομή λιπαντικού σε σημεία.
Βαλβίδα ασφαλείας KP1;
Οριακός διακόπτης VK, ο οποίος χρησιμεύει για τον έλεγχο της λειτουργίας του τροφοδότη.
Συσκευή ελέγχου PU, η οποία χρησιμοποιείται για την ενεργοποίηση σε προκαθορισμένα χρονικά διαστήματα του διανομέα P4, ο οποίος ελέγχει την αντλία H.
Το σύστημα λίπανσης λειτουργεί ως εξής.
Σε προκαθορισμένα χρονικά διαστήματα, η συσκευή ελέγχου και παρακολούθησης εκδίδει μια εντολή για την ανακύκλωση του καρουλιού P4 που ελέγχει την αντλία H και αρχίζει να μετρά τη διάρκεια του κύκλου λίπανσης.
Η λευκή λυχνία "Lubrication" ανάβει στον πίνακα οργάνων. Από την αντλία, το λιπαντικό εισέρχεται στον κεντρικό τροφοδότη P1 και από αυτόν στους επόμενους τροφοδότες P2, P3, P4 και στα σημεία λίπανσης.
Αφού ο τροφοδότης P1 ολοκληρώσει τον πλήρη κύκλο, το κύκλωμα της συσκευής ελέγχου λαμβάνει ένα σήμα από τον οριακό διακόπτη VK. Κατά τη διάρκεια αυτού του χρόνου, η ράβδος VK κάνει 1 παλινδρομική κίνηση. Η συσκευή ελέγχου, αφού λάβει ένα σήμα από το VC, εκδίδει εντολή απενεργοποίησης της μπομπίνας P4 και της αντλίας H. Ο κύκλος λίπανσης έχει τελειώσει, η πράσινη λυχνία Παύσης ανάβει. Εάν κατά τη διάρκεια του χρόνου ελέγχου για τον οποίο έχει ρυθμιστεί η συσκευή ελέγχου, δεν ληφθεί το σήμα για το τέλος του κύκλου, η κόκκινη λυχνία «Emergency» ανάβει στον πίνακα ελέγχου της συσκευής.
Λειτουργία του συστήματος λίπανσης.
Κατά την αρχική εκκίνηση του μηχανήματος ή μετά από μεγάλο διάλειμμα στην εργασία, είναι απαραίτητο να εξαερωθεί το σύστημα.
Χρησιμοποιώντας τις οδηγίες λειτουργίας για τη συσκευή ελέγχου, ρυθμίστε τον χρόνο ελέγχου σε τουλάχιστον 30 δευτερόλεπτα, τον χρόνο παύσης σε 8-10 δευτερόλεπτα.
Άντληση για παραγωγή περίπου τρεις ώρες.
Ελέγξτε εάν το λάδι φτάνει στα σημεία λίπανσης.
Μετά την άντληση, ρυθμίστε το χρόνο παύσης μεταξύ της ενεργοποίησης των αντλιών σε 20 λεπτά.
Σε περίπτωση υπερβολικής ή ανεπαρκούς λίπανσης, ο χρόνος παύσης μπορεί να αλλάξει χρησιμοποιώντας τη συσκευή ελέγχου.
Για συντήρηση και πιθανές δυσλειτουργίες στη λειτουργία του συστήματος, δείτε «Διαβατήρια για το σύστημα λίπανσης, τη συσκευή ελέγχου, την αντλία μίας γραμμής και τους τροφοδότες μίας γραμμής που παρέχονται με το μηχάνημα.
Κατά τη λειτουργία είναι απαραίτητο να ελέγχετε καθημερινά:
Στάθμη λαδιού στη δεξαμενή του σταθμού λίπανσης.
Παρόμοια Έγγραφα
Λειτουργία κονσόλας-φρέζας ευρείας χρήσης 6M82Sh, 6M83Sh. Γενικές πληροφορίες, βασικά τεχνικά στοιχεία και χαρακτηριστικά, μέτρα ασφαλείας κατά τη λειτουργία και τη συντήρηση. Η σύνθεση του μηχανήματος, η διαδικασία εγκατάστασης, προετοιμασίας και αρχικής εκκίνησης.
εργασίες ελέγχου, προστέθηκε 01/08/2010
Η συσκευή και η αρχή λειτουργίας του τόρνου πυργίσκου 1V340F30. Ανάπτυξη χρονοδιαγράμματος επισκευής, τεχνολογικές διαδικασίες αποσυναρμολόγησης των μηχανισμών του μηχανήματος και επισκευής εξαρτημάτων του, συναρμολόγηση εξοπλισμού. Υπολογισμός κόστους υλικών για την επισκευή του εξοπλισμού.
διατριβή, προστέθηκε 26/03/2010
Ανάπτυξη κίνησης για την περιστροφική κίνηση του άξονα και τη δομή του συγκροτήματος ατράκτου ενός προβόλου-κάθετης φρέζας. Κινηματικός και υπολογισμός ισχύος της κίνησης της κύριας κίνησης του μηχανήματος. Το έργο της ανάπτυξης της μονάδας συναρμολόγησης και ο σχεδιασμός του συγκροτήματος ατράκτου.
θητεία, προστέθηκε 16/05/2014
Η αρχή της λειτουργίας μιας μηχανής φρεζαρίσματος ευρείας χρήσης. Κινηματικός υπολογισμός του κιβωτίου ταχυτήτων αξόνων, γραναζιών, αξόνων. Προσδιορισμός φορτίων και τάσεων. Ανάπτυξη τεχνολογικής διαδικασίας για την κατασκευή σκουληκιού. Υπολογισμός τρόπων κοπής.
διατριβή, προστέθηκε 14/04/2013
Τεχνικά χαρακτηριστικά της οριζόντιας φρέζας μοντέλου 6P80G και το πεδίο εφαρμογής της. Διορισμός των κύριων εξαρτημάτων, μηχανισμών και χειριστηρίων του μηχανήματος. Η κινηματική της μηχανής και οι αρχές λειτουργίας της. Εκτίμηση της ακρίβειας του κινηματικού υπολογισμού της μετάδοσης κίνησης.
θητεία, προστέθηκε 26/01/2013
Σκοπός και τεχνικά χαρακτηριστικά οριζόντιας φρέζας. Σχεδίαση περιστροφικών συχνοτήτων. Επιλογή κινητήρα και υπολογισμός ισχύος του κινητήρα. Προσδιορισμός του αριθμού των δοντιών των γραναζιών και των ροπών στους άξονες. Περιγραφή του συστήματος λίπανσης συναρμολόγησης.
θητεία, προστέθηκε 14/07/2012
Ανάλυση του βασικού μοντέλου φρέζας ευρείας χρήσης, σκεπτικό εκσυγχρονισμού. Κινηματικός υπολογισμός της κίνησης της κύριας κίνησης. Λειτουργικό διάγραμμα του CNC. Ανάπτυξη κύκλου τοποθέτησης. Ισχύς και άλλοι υπολογισμοί εξαρτημάτων και μηχανισμών κίνησης.
διατριβή, προστέθηκε 19/05/2011
Ηλεκτρομηχανολογικός εξοπλισμός μηχανολογικού καταστήματος. Τεχνολογική διαδικασία της φρέζας. Κινηματικό σχήμα και περιγραφή του. Υπολογισμός και επιλογή φωτιστικών. Ηλεκτρολογικός εξοπλισμός συστημάτων ελέγχου. Διάγραμμα σύνδεσης VFD-B, τεχνική λειτουργία του.
θητεία, προστέθηκε 06/01/2012
Σκοπός, πεδίο εφαρμογής και ταξινόμηση της κυλιόμενης μηχανής. Αποφλοιωτές με λαστιχένια ρολά, τεχνολογικοί δείκτες εργασίας. Διάγραμμα ανάρτησης Δεκ. Η συσκευή του μηχανήματος: η τεχνολογική διαδικασία στο μηχάνημα, τα τεχνικά χαρακτηριστικά του εξοπλισμού.
θητεία, προστέθηκε 06/05/2015
Επισκόπηση των σχεδίων των μηχανών φρεζαρίσματος ευρείας χρήσης. Σκοπός, διάταξη κόμβων και χαρακτηριστικά διάταξης του μοντέλου μηχανής 6P82Sh. Τεχνολογικές εργασίες που εκτελούνται σε αυτό. Υπολογισμός των παραμέτρων λειτουργίας κοπής για τυπικές εργασίες μηχανικής κατεργασίας.
Shirokouniversalny κονσόλα φρέζας mod. FU350MRAPUG, FU450MRAPUG(ανάλογα που παράγονται στην ΕΣΣΔ - 6T82Sh, 6T83Sh). Οι μηχανές φρεζαρίσματος προβόλου ευρείας χρήσης που κατασκευάζονται από την StankoGomel OJSC επιτρέπουν την άλεση εξαρτημάτων από χάλυβα και χυτοσίδηρο με κάθετη και οριζόντια άτρακτο. Σε μηχανήματα αυτής της σειράς, η κάθετη κεφαλή του άξονα περιστρέφεται κατά 45˚ και προς τις δύο κατευθύνσεις, γεγονός που σας επιτρέπει να επεκτείνετε τη λειτουργικότητα του εξοπλισμού. Οι μηχανές έχουν αποδείξει τον εαυτό τους στην παραγωγή μικρής και μεγάλης κλίμακας. Στα κύρια πλεονεκτήματα της ευρείας καθολικής κονσόλας φρέζας mod. FU350MRApUG-03, FU450MRApUG:
Διαθεσιμότητα οριζόντιας και κάθετης ατράκτου. Δύο άξονες σάς επιτρέπουν να επεκτείνετε τη λειτουργικότητα του μηχανήματος στην παραγωγή εργαλείων και μικρής κλίμακας.
ευκολία διαχείρισης?
ανεπιτήδευτο στη λειτουργία.
Η ακαμψία της δομής αυξημένη αντοχή στη φθορά των επενδύσεων οδηγών.
· μέγιστο φορτίο στο τραπέζι 1000 - 1500 kg, το οποίο επιτρέπει την επεξεργασία μεγάλων εξαρτημάτων;
· Η ύπαρξη μηχανισμού χαμηλώματος της κονσόλας αποκλείει το άγγιγμα από το εργαλείο της επεξεργασμένης επιφάνειας στην επιταχυνόμενη πορεία επιστροφής ενός τραπεζιού.
· Η παρουσία του μηχανισμού ενός κλιπ ενός τραπεζιού στο πέρασμα που δίνει σε μια διαμήκη συντεταγμένη παρέχει την απαραίτητη ακαμψία και αποκλείει τους κραδασμούς.
Οι εγκατεστημένες σφαιρικές βίδες μας επιτρέπουν να επιτύχουμε υψηλή ακρίβεια κίνησης, η οποία μας επιτρέπει να εγκαταστήσουμε τα συστήματα DRO και SPPU στις μηχανές.Αν ενδιαφέρεστε για αυτές τις φρέζες, τότε θα εξοικειωθείτε με τεχνικές προδιαγραφέςμπορείτε στον παρακάτω πίνακα.
ΠΡΟΔΙΑΓΡΑΦΕΣ
| Μοντέλο μηχανής | FU350MRAPUG | FU450MRAPUG |
| Μοντέλο αναλόγου που παράγεται στην ΚΑΚ | 6T82Sh | GF3203 |
| * ειδική έκδοση |
315x1250 375x1600* |
400x1600 450x1800* |
| Επιφάνεια εργασίας του τραπεζιού, mm | 315x1250 | 400x1600 | 1000 | 1500 |
| Διαμήκης κίνηση του τραπεζιού, mm | 850 | 1120 |
| Περιστροφή του τραπεζιού και προς τις δύο κατευθύνσεις, χαλάζι. | 45 | 45 |
| Εγκάρσια κίνηση του εγκάρσιου στηρίγματος, mm | 270 | 345 |
| Κάθετη κίνηση της κονσόλας, mm | 500 | 630 |
| Χειροκίνητη εγκάρσια κίνηση του πάγκου στήριξης, mm | -- | 500 |
| Ισχύς κύριας μετάδοσης κίνησης, kW | 5.5 | 11 |
| Μέγιστη. ροπή στον άξονα, Nm | 925 | 1850 |
| Κωνικό εργαλείο | ISO-50 | ISO-50 |
| Διάμετρος μπροστινού ρουλεμάν, mm | 110 | 110 |
| Η μέγιστη διάμετρος της κεφαλής φρεζαρίσματος, mm | 250 | 315 |
| Διαδρομή πτερυγίου, mm | -- | -- |
| Γωνία περιστροφής και προς τις δύο κατευθύνσεις, χαλάζι. | -- | -- |
| Αριθμός συμμετοχών | 18 | 18 |
| Εύρος στροφών, σ.α.λ | 28…1400 | 28…1400 |
| Ισχύς κίνησης άξονα φρεζαρίσματος, kW | 3 | 11 |
| συνημμένο ApUGspeed, rpm | 56…2500 | 28…1400 |
| Διαμήκεις και εγκάρσιες τροφοδοσίες, mm/min | 16…800 | 16…800 |
| Κάθετη τροφοδοσία, mm/min | 5…250 | 5…250 |
| Ισχύς κίνησης τροφοδοσίας, kW | 1.5 | 2.2 |
| Ταχεία τραβέρσα, κατά μήκος και κατά μήκος, mm/min | 3150 | 3150 |
| Ταχεία τραβέρσα κάθετη, mm/min | 1000 | 1000 |
| Συνολική κατανάλωση ισχύος, kW | 11.11 | 26 |


